Verbesserte Tourenwagen (Gruppe H bzw. Gruppe 2 bei NAVC)
Wie man aus der vorherigen Seite herauslesen kann, machte die Fahrerei mit einem Serienwagen nicht wirlich viel Spaß, wenn man die schwachen Bremsen etc. beurteilte.
Der Umbau auf Gruppe 2 (verbessert) ging sehr langsam vonstatten, d.h. ich baute den Mini so nach und nach um. Zuerst mit Straßenzulassung und später ging das nicht mehr, es musste ein Autotransportanhänger her, zuerst geliehen und dann ein eigener.
Irgendwann besorgte ich mir das Buch "How To Modify Your Mini" von David Vizard, damals bis heute DER Mini-Guru, wenn es um Technik und Minis geht.
Ich sammelte also Teile für einen verbesserten Mini, wo ich sie gerade bekommen konnte. Der Innocenti-Slalom-Kollege hörte mit dem Motorsport auf und bot mir alle seine zusammengetragene Teile an. Ich fuhr zu ihm nach Hause und brachte meinen Mini voll seiner Teile mit. Darunter war ein montiertes geradeverzahntes Getriebe, das bei Leyland ST die Teilenr. STN0076 trug. Mit der Achsübersetzung von 3,44:1 war das Getriebe wahrlich nicht für Slalom geeignet, denn mit diesem langen Differential war der erste Gang fast so hoch wie im normalen Getriebe der zweite.

Ein Satz Dunlop C-AHT182 4,5x10 Stahlfelgen war auch dabei, so gut wie neu, sogar mit Uniroyal P180, aber die waren auf einer Seite schon fast runter, weil dieser Kollege natürlich die Negativarme C-AJJ3364 vorne in seinem Innocenti hatte (in der Serienklasse wohlgemerkt). Die Arme waren dann auch mir. Und sehr viele Kleinteile, und alles für relativ kleines Geld. Einen Stapel TÜV-Gutachten gab er mir auch mit. Von Zeit zu Zeit werde ich die Gutachten einscannen und auf der Download-Seite zur Verfügung stellen.
Internet und ebay gabs noch nicht, so waren die Kleinanzeigen der Mini-Zeitschrift, die Mini-Treffen, die Techno Classic und englische Geschäfte wie Ripspeed, Mini Spares Centre London und Mini Sport Padiham die Adressen um Mini-Teile zu beschaffen.

Über die Mini-Zeitung habe ich gebraucht eine ganze Menge Teile zu recht moderaten Preisen bekommen können. Ein Satz Dunlop-Leichtmetallfelgen der Größe 5x10 mit der Bezeichnung LP922 bzw. Leyland-Teile-Nr. C-AHT184 waren auch dabei. Bei den Unterlagen, die ich vom vorgenannten Slalom-Kollegen bekommen hatte, waren auch TÜV-Gutachten über diese Felgen dabei gewesen. Beim Mini-Treffen in Luxemburg hatte ich mir von Pierre Schmit die sog. "Gruppe-5-Verbreiterungen" mitgebracht, die allerdings ein wenig zu breit für die 5x10 waren (siehe Einstiegsseite der Site).
Zylinderkopf
Über das genannte Buch von David Vizard war schnell klar, dass Leistungssteigerungen nur über den Zylinderkopf zu holen waren. Ich hatte noch den kompletten Motor meines allerersten Minis in der Ecke stehen und baute dort den Zylinderkopf ab. Ich beschloss, den Kopf entsprechend des Buches "How To Modify..." zu bearbeiten. Das bedeutete:
- Brennraumform öffnen, d.h. die bei bei den small-bore-Motoren doch erheblich umschlossenen Ventile der Herzform zur Be- und Entlüftung des Brennraums etwas freier zu machen
- die Einlass-Kanäle so weit wie möglich zu öffnen
- die Verdichtung zu erhöhen, indem man den Kopf entsprechend planen lässt
- die Ventile wollte ich gerne hochglanzpoliert haben
Zur Bearbeitung des Kopfes wurden von mir verschiedene Schleifkörper beschafft, einschließlich einer Biegsamen Welle für eine Bohrmaschine.
Eine Plexiglasplatte mit den Löchern um die Brennräume auszulitern war bereits in der ganzen Sammlung vorhanden, die ich von dem Innocenti-Fahrer übernommen hatte.


Eine Schablone der Brennraumform machte ich entsprechend des Buches von D. Vizard. Um die Brennraumform auf den Kopf zu übertragen trug ich Tusche auf den Kopf und ritzte mit einer Anreißnadel die Form auf die Plane Fläche.
Die folgenden Bilder zeigen wie ich den Kopf bearbeitete inkl. Polieren der Ventile. Von Ripspeed hatte ich einen Satz Bronze-Ventilführungen und ein einfaches Werkzeug um die Ventilsitze mit der Hand zu fräsen. Kein Problem damals, denn die gehärteten Ventilsitze waren noch die Ausnahme. Die Ventilsitze waren direkt in den Graugusskopf gefräst und wurden durch das Blei im Benzin geschmiert. Die Ventile mussten natürlich neu eingeschliffen werden.





Die Ventilgrößen wurden beibehalten, nur eben poliert. Die Brennraumgrößen wurden von mir mit durch Spülmittel enthärtetem Wasser und Injektionspritzen ohne Nadel gemessen und auf gleiche Größe gesfräst. Dann errechnete ich aus dem Hubraum des Motors, dem Raum der Kolbenmulde, dem Volumen oberhalb des Kolbens bis Oberseite Block, dem Volumen des schmalen Rings oberhalb des obersten Kolbenringes (Bruchteile eines Kubikzentimeters) sowie des Volumens der zusammengepressten Zylinderkopfdichtung das benötigte Brennraumvolumen aus, um etwa eine Verdichtung von ca. 9:1 zu erhalten. Der Abstand der Wasseroberfläche zur Planfläche des Zylinderkopfes war dann das Maß, um den der Zylinderkopf heruntergeplant werden musste.
Diese Arbeit musste ich einem Spezialbetrieb, in diesem Fall der Firma Kolben-Maus in Köln-Godorf überlassen.
Hier das Ergebnis des fertigen Kopfes:

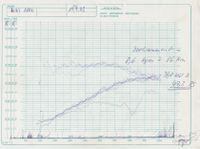
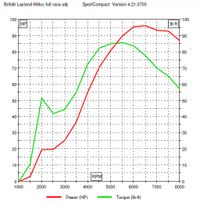
Am 17. Juli 1983 veranstaltete der MSC Loreley in Hockenheim ein kurzes Sprintrennen im Motodrom und kündigte an, dass man für kleines Geld seinen Motor an einer neuartigen Leistungsmesseinrichtung messen lassen könnte. Diese Gelegenheit nutzte ich natürlich. Das Ergebnis:
Die Leistungsausbeute konnte ich bereits durch das Fahren des Autos an sich beurteilen: nicht üppig, aber doch deutlich spürbar. Das Diagramm des Syntec-Messintruments bestätigte meinen Eindruck, denn immerhin war die Leistung von 39 PS auf knapp 47 PS gesteigert, 8 PS bzw. fast 20%. Das Messintrument war vielleicht ein wenig optimistisch, aber im Bereich des Glaubhaften.
Die Messung erfolgte, indem das Messgerät an die Klemmen der Zündspule angeschlossen wurde. Ich sollte das Gaspedal ganz durchdrücken, aber erst als der Operator eine Knopf drückte wurde aus Leerlauf bis in diesem Fall 6000 U/min im Stand beschleunigt. Die Messung wurde, wie man an den Kurven festellen kann, mehrfach wiederholt. Die eine Kurve unterhalb der anderen lag daran, dass ich einmal das Gas nicht ganz durchgedrück bzw. losgelassen hatte, weil ich nicht wusste, dass nochmals gemessen wurde.
Links die Messung in Hockenheim, rechts das Messgerät selbst: Syntec Instruments TB 109

Mich interessierte natürlich die Technik hinter diesem Gerät, wobei natürlich der Bediener sehr zurückhaltend mit seinen Erklärungen war. Tatsache ist, dass dieses Gerät die Beschleunigung der drehenden Massen im Motor misst und daraus eine Drehmomentkurve erzeugen und hieraus wieder eine Leistungskurve errechnen kann. Der Operator musste also die Daten meines Motors, bzw. die drehen Massen (eigentlich das Massenmoment 1. Grades, also drehende Masse x Abstand zur Drehachse zum Quadrat mit der Einheit kg*m²) kennen. Diese gab er natürlich vorher in das Gerät ein. Meine Frage, was er denn machen würde, wenn ich die drehenden Teile, z.B. eine leichte Schwungscheibe, verändert hätte, beantwortete er so, dass er dann mit einem weiteren Messgerät diese Änderungen feststellen könnte und ensprechend die Eingabedaten modifizieren müsste. Nun, damit gab ich mich zufrieden, auch wenn ich es nicht ganz verstanden hatte. Jedenfalls war das eine sehr einfache und für den Motor schonende Messmethode.
So ganz unsinnig ist die Methode von Syntec-Instruments jedenfalls nicht, denn Jahre später gab es etwas Ähnliches von Dr. Schrick in Remscheid, nur viel kleiner und so groß wie ein Taschenrechner, allerdings ohne Plotter. Die Bezeichnung: Schrick LM1.

Syntec-Instuments gibt es heute immer noch und man kann das große Messgerät käuflich erwerben, aber es kostet einen erklecklichen Betrag.
In der oben beschriebenen Mini-Zeitung hatte ich 1984 einen Artikel über die Zylinderkopfmodifikation geschrieben, die man hier nachlesen kann. Ein Fehler ist mir damals unterlaufen, indem ich geschrieben hatte, dass die Bronze-Ventilführungen härter seien als die aus Stahl, was natürlich nicht stimmt. Der Vorteil der Bronze-Ventilführungen liegen darin, dass sie ein viel besseres Eigenschmierverhalten haben und eine bessere Wärmeleitfähigkeit.
Scheibenbremsenumbau
Wie ich bereits vorher bereits schrieb, machte der Motorsport auf der Rundstrecke mit dem trommelgebremsten Mini nicht viel Spaß, weil man vor jeder Kurve unsicher war ob die Bremse genügend Kraft aufbrachte oder nicht.
Aus diesem Grund erstand ich dann tatsächlich eine 7,5-Zoll-Bremsanlage aus einer Anzeige der Mini-Zeitung, bei der ich aber viele Teile ersetzen musste, damit sie auch eingebaut werden konnte. Ich ließ den Bremskraftverstärker und die Staubschutzbleche um die Scheiben einfach weg.
Auch über diesen Umbau habe ich ausführlich in der Mini-Zeitung berichtet, wie man hier nachlesen kann. Auch hier ist in der Retrospektive ein Fehler zu berichtigen, indem die Bremsen vom 12-Zoll-Mini und den Metro-Modellen nicht identisch sind, denn der Metro hat eine andere Vorderachsgeometrie und zwar so, dass immer ein negativer Lenkrollradius vorhanden ist. Das ist seit den 80er Jahren des letzten Jahrhunderds mehr oder weniger Standard im Fahrzeugbau, denn damit können kleine Lenkkräfte sichergestellt werden, wichtiger sind aber, dass die Störkräfte die Lenkung stabilisieren. Die große Mehrheit der heutigen Autofahrer sind die gutmütigen Fahrzeugreaktionen durch negativen Lenkrollradius gewohnt.
Eine kleine Anekdote gibt es zur TÜV-Zulassung dieser Bremse zu berichten, die eigentlich recht lustig ist:
Ich fuhr meinen Mini ja noch immer auf der Straße als hauptsächliches Fortbewegungsmittel. Die Dunlop-Felgen mit den breiten Reifen der Größe 165/70-10 (in diesem Fall die damals als Nonplusultra zu bezeichnenden Goodyear Rally Special) hatte ich bereits in die Fahrzeugpapiere eintragen lassen. Nun sollten es die Bremsen sein, damit alles legal zuging.
Ich fuhr also bewaffnet mit Austin-Rover-Hersteller-Gutachten über den Einbau eines 73-PS-Cooper-S-Motors, in dem die Aufrüstung mit Scheibenbremsen beschrieben ist, und mit dem FIA-Homologationsblatt des Mini 1000, in dem die Cooper-S-Bremsanlage in der Gruppe 2 (verbesserte Tourenwagen) erlaubt, ist zum TÜV. Die FIA-Papiere sind zwar keine TÜV-relevanten Unterlagen, aber z.B. Überrollbügel werden mit diesen Papieren idR vom TÜV eingetragen.
Hinten hatte ich die verbreiterten Stahl-Bremstrommeln des Cooper S montiert. Der TÜV-Prüfer war nicht sehr kooperativ, meckerte an den Scheibenbremsen herum und wollte sie nicht eintragen. Zu den hinteren Bremstrommeln meinte er, dass er sie eintragen würde, wenn ich eine Bescheinigung des fachgerechten Einbaus vorlegen könnte. Damit schickte er mich weg. Ich hatte natürlich etwas Anderes erhofft. Aber wie sollte ich eine Bescheinigung des fachgerechten Einbaus der Bremstrommeln bekommen? Ich fuhr zu einem Leyland-Händler nach Bonn, der mir natürlich keine Bescheinigung ausstellen wollte. So sagte ich ihm, er solle die Trommeln abbauen, wieder anbauen und mir dann eine Rechnung über genau diesen Vorgang ausstellen. Der guckte etwas dumm, machte aber genau das. Mit der Rechnung bin ich dann nach Umbau auf vordere Trommelbremsen wieder zum TÜV. Diese Rechnung war zwar nicht das, was der TÜV-Mensch sich vorgestellt hatte, murrte da irgendwas vor sich her, verschwand dann aber in seinem Büro. Dann kam er mal kurz raus und fragte, von welchem Mini-Typ denn die Bremse wäre. Ich sagte, vom Cooper S bzw. 1275GT. Kurze Zeit später kam er mit dem Brief raus, ich bezahlte, und fuhr vom Gelände. Da hielt ich an und schaute mir ersteinmal seine Eintragung an. Ich hätte hochspringen können, denn im Brief stand: "Die Bremsanlage entspricht dem Fahrzeug Cooper S Typ 1275 GT". Das bedeutete für mich, dass die ganze Bremsanlage eingetragen war. Ich fuhr sofort nach Hause und baute wieder auf Scheibenbremsen um. Und von da an hatte ich mit diesen Bremsen nie mehr Probleme bei der HU. Ein wenig Glück hilft manchmal weiter.
Weitere Leistungssteigerungen
Nun, wenn man einmal entschlossen ist, in der Kategorie der verbesserten Tourenwagen zu fahren, dann ist natürlich mit den oben beschriebenen Änderungen am Fahrzeug nicht das Ende der Fahnenstange erreicht. Irgendwie war es offensichtlich, dass weitere Modifikationen notwendig waren, um den Mini wenigstens etwas wettbewerbsfähriger zu machen, und das bedeutete, dass der Mini dann nicht mehr für die Straße notwendige Legalität hätte. Also ein Entschluss: Auto für den Straßenverkehr abmelden, und ein Anhänger muss her. Und wenn man schon ein Auto nur für Wettbewerbe hat, muss eine entsprechnede Lackierunge her. Letzteres ist allerdings noch geschehen, als die Straßenzulassung vorhanden war.
Ein Wort zur Lackierung: zur damaligen Zeit, als eine Umlackierung in Betracht stand, waren die großen Triumph TR8 werksmäßig im Rallyesport aktiv. Die Lackierung war entsprechend des damaligen britischen Zeitgeistes rot-weiß-blau, so wie sie im Union-Jack vorkommen. Mir gefiel das Design-Feature, dass die drei Farben auf der Motorhaube spitz zusammen laufen. Genau das ließ ich in meine Idee einer Kriegsbemalung einfließen, ersichtlich auf einigen Fotos auf dieser Site.


Nun hat die Lackierung wirklich wenig mit der Leistung zu tun, trotzdem sei dieser kurze Exkurs erlaubt gewesen.
Nach diesem Abschweif jetzt wieder zurück zur Leistungssteigerung bzw. auch anderen Verbesserungen, sei es Gewichtsersparnis oder Fahrwerksänderungen.
Nachdem der Mini nun nicht mehr von TÜV etc. abhängig und der Weg in die Gruppe der Spezialtourenwagen vorgezeichnet war, mussten natürlich weitere Änderungen her, die das Auto einfach schneller werden ließen.
Ich habe ja schon auf das Buch "How To Modify..." von David Vizard hingewiesen. Dieser Mr. Vizard war und ist eine Kapazität wenn es um Mini und besonders den BMC A-Serie-Motor geht. Er hat sehr viel darüber recherchiert, getestet und geschrieben. In seinen eigenen Büchern und in Zeitschriften-Artikeln, hier sei die leider nicht mehr erscheinende "Cars And Car Conversions" genannt. Ich habe D.V. zwei mal getroffen, einmal bei einem Internationalen Mini Treffen in Luxemburg und dann noch einmal bei einem Mini-Treffen in Silverstone. Vizard hatte zwischen den Erscheinungsdaten seiner zwei Bücher über den Mini bzw. Serie-A-Motor einen Newsletter "Mini Tech News" heraus gebracht, dessen Inhaltsangabe ich im Download-Bereich zur Verfügung stelle. Aber für mich war ein Artikel in der Cars And Car Conversions im Jahr 1982 interessant, in dem er genau das beschrieb, was ich mit dem Mini vorhatte. Der Artikel hieß "Litre And Large" und beschrieb, wie man mit einem überschaubaren Budget eine relativ gute Leistung aus einem 1000er Mini-Motor herausholen könnte. Die Quintessenz war, dass man nicht unbedingt die besten und teuersten Teile nehmen muss um trotzdem knapp unter die 100 PS für den 1000ccm-Motor zu kommen. Beispielsweise kann man die doppelte Steuerkette eines 1275GT nehmen und nicht den super-erleichterten Steuerkettensatz oder gar den verstellbaren Radsatz. Im Zentrum dieses Tunings stand der Zylinderkopf vom Cooper 1000, der die Teilenr. 12G295 hat. Diesen Kopf wollte zur damaligen Zeit niemand so richtig haben, weil jeder den Kopf vom Cooper S auch auf die 1000er schrauben wollte. Ich hatte die günstige Gelegenheit genutzt um bei einem Mini-Treffen in Bremen einen funkelnagelneuen 12G295 für knapp 100DM zu bekommen. Mittlerweile sind diese Zylinderköpfe sehr rar und kosten entsprechend viel Geld, weil der eben "Retro" ist. Eine Übersetzung des englischen Textes nach besten Wissen habe ich auf der Seite "Dies und Das" eingestellt.
Mein Motor sollte aber nicht ganz so werden wie David Vizard ihn in der Cars And Car Conversions-Zeitschrift beschrieben hatte, denn ich besaß aus meinen gesammelten Teilen etliche, die besser waren als die in dem Artikel. So z.B. Rimflo-Ventile, die in Ein- und Ausström-Richtung jeweils optimiert sind. Die Standard-Cooper-1000-Kolben hatte ich nicht, dafür die besseren Hepolite-Powermax KR/20950. Eine Nockenwelle mit 300° Steuerzeiten (C-AEA648) war eine meiner ersten Bestellungen Jahre vorher bei Ripspeed zusammen mit erleichterten Stößelbechern mit Ölablauf gewesen. Eine Kipphebelwelle mit massiven Kipphebeln vom Cooper S befand sich auch in meinem Fundus.
Den Cooper-Zylinderkopf bearbeitete ich genau wie den Kopf davor, wobei bei diesem Cooper-Kopf viel weniger Material entferntwerden musste, weil die Ventile nicht ganz so umhüllt waren. Anders als am Serien-1000ccm-Kopf war hier jedoch, dass ich größere Ventile einbaute, IN33mm, EX29mm. Im Gegensatz zur heutigen Zeit mit gehärteten Ventilsitzringen, brauchte man das vor der bleifreien Zeit im Benzin nicht zu machen, da waren die Ventilsitze einfach ein Teil des Gusskopfes und somit war es auch leichter, größere Ventile einzubauen, indem man die Ventilsitzflächen einfach mit einem Handfräser erweiterte, was ich dann auch durchführte.

Von einer meiner vielen Touren nach England hatte ich eine erleichterte Stahlschwungscheibe mit erleichterter Druckgegenplatte mitgebracht. Eine 1000er Kurbelwelle habe ich bei der Firma Erasmus & Willms in Aachen tuftridieren (teneferieren, also carbonitieren) lassen und dann zusammen mit der Schwungscheibe/Kupplungsscheibe/Druckgegenplatte feinwuchten lassen. Gelagert wurde die Kurbelwelle in Vanderwell Dreistofflagern, sowohl Haupt- als auch Pleuellager. Zunächst ließ ich die Pleuel ohne Bearbeitung, später baute ich welche ein, die an den Außenflanken poliert waren und am dicken Ende zur Gewichtseinsparung abgedreht wurden. Das machte ich natürlich alles selber.
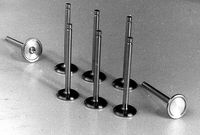

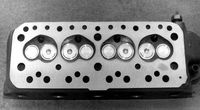
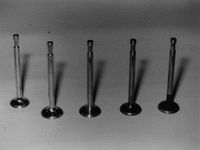
Links die RIMFLO-Ventile, Mitte Kipphebel mit -Welle vom Cooper S (geschmiedet), rechts der komplette 12G295-Zylinderkopf vom Cooper 998 bzw. Innocenti 1001
Ich war immer davon ausgegangen, dass man beim 12G295 keine Taschen in den Block fräsen muss, damit die Auslassventile nicht gegen den Block anstoßen. Man sollte immer einen Trockentest vorher machen, denn so stellte sich bei mir heraus, dass sehr wohl die 29mm-Auslassventile, wenn auch nur knapp, an den Ecken anstießen. Man muss also diese Taschen in den Block fräsen. Diese Taschen können bis zum Rand der Zylinderkopfdichtung in der Breite und bis Oberkante des obersten Kolbenrings in die Tiefe gefräst werden. Ich benutzte hierfür wieder die biegsame Welle mit einem eingespannten eckigen Frässtift.

Den vorgesehen Block ließ ich so weit planen, dass die flachen Hepolite-Powermax-Kolben mit der Oberseite des Blocks plan waren. Das waren bei diesem Block 0,6 mm.
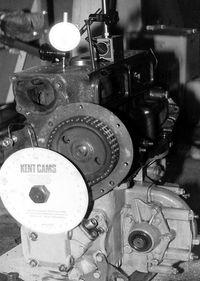

Links: Einmessen der Nockenwelle, kann man sehen, dass die Kolben oben mit dem Block abschließen
Rechts: Das sind die Kolben: Hepolite Powermax KR20950 für den 998cm³-Motor
Der Zylinderkopf ist eins der wichtigesten Teile, wenn man Leistung aus einem Motor herausholen möchte, aber dieses Ziel bezieht sich auf den ganzen Gaswechsel im Motor. Und hier ist die Nockenwelle natürlich an oberster Stelle beteiligt, denn die Nockenwelle steuert den Gaswechsel in den Zylindern. Um möglichst viel brennbares Gemisch in die Zylinder zu bekommen, wird versucht, die Ventile so lange offen zu halten wie irgendwie möglich. Leider hat diese Absicht den Effekt, dass dies nur bei oberen Drehzahlen zufriedenstellend funktioniert, denn die langen Öffnungszeiten lassen einen Motor im unteren Drehzahlbereich sehr unruhig laufen. Aus diesem Grund setzt man i.A. für den Serienbetrieb Nockenwellen mit vergleichsweise kurzen Öffnungswinkeln von um die 250 Winkelgraden ein.
In meinem Bestand befand sich noch eine nagelneue C-AEA648-Nockenwelle von Leyland ST, die aus den allerersten Bestellungen bei Ripspeed herrührte. Die Öffnungswinkel für diese Nockenwelle ist 300° für das Ein- und Auslass-Ventil, also schon recht scharf. Sie wird deshalb in England auch "Full-Race"-Nockenwelle genannt. Erkennen kann man diese Welle an der eingestanzten Zahl "649", weshalb man sie auch unter dieser Bezeichnung finden kann. C-AEA731 war die "Half-Race" (268°) und die C-AEA544 die "Race" (288°).
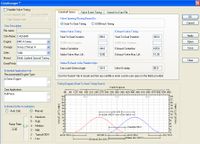
Für die 300°-Nockenwelle habe ich über mein Programm "Dyno-Sim"™, ein Leistungsmessungs-Simualtions-Programm aus USA, die Steuerzeiten grafisch darstellen lassen. Die rote Linie ist das Auslass-, die blaue das Einlass-Ventil. Die Überlappung, also der Kubelwellenwinkel, bei denen beide Ventile gleichzeitig geöffnet sind, ist hier 95°.
Im Vergleich die serienmäßige Nockenwelle des 998-Motors:
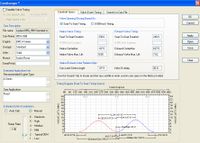
Die Überschneidung der Ventile ist nur 20°, die Öffnung geht langsamer vor sich und die Ventile werden nicht so weit geöffnet, also sehr viel zahmer als die Renn-Nockenwelle.
Im Serienbetrieb möchte ich einen Motor haben, der von untersten Drehzahlen bereits eine gewisse Leistung bzw. Drehmoment abgibt. Deshalb kann ich hier keine große Überlappungen der Steuerzeiten gebrauchen. Bei niedrigen Drehzahlen drückt der bereits auf dem Weg nach oben befindliche Kolben das angesaugte Gemisch und sogar einen Teil der verbrauchten Gase zurück in den Ansaugtrakt. Resultat ist ein stotternder Motor. Bei Rennmotoren ist das so, und das ist auch ein Grund, weshalb Rennmotoren erst ab einer gewissen Drehzahlgrenze rund laufen. Langsam öffnende Ventile beanspruchen die Mechanik der Ventilsteuerung viel weniger als steil ansteigende Öffnungswinkel.
Hier eine Simulation des Mini-998-Rennmotors mit dem oben genannten Programm, aus dessen Grafik man sehen kann, dass der Motor erst ab einer Drehzahl von ca. 3500 bis 4000 min^(-1) richtig läuft. Die maximale Leistung wird zwischen 6000 und 7000 min^(-1) abgegeben, was auch der tatsächlichen Erfahrung mit dem Motor entspricht. Das zeigt auch, dass die Simulation ziemlich nahe an der Wirklichkeit ist.
Noch ein Wort zu den doch sehr großen Ventilüberschneidungen bei der 300°-Nockenwelle. Diese Nockenwelle funktioniert nur bei hohen Drehzahlen. Bei niedriegen Drehzahlen wie im Leerlauf drückt der nach oben gehende Kolben das Gemisch teilweise wieder in den Ansaugkanal, der Leerlauf und überhaupt die unteren Drehzahlen laufen dann mehr als schlecht. Diese Masse-Säule aus Luft und Benzinpartikeln ist gleichzeitig eine träge Masse. Wenn sie sich schnell bewegt, wie es bei hohen Drehzahlen der Fall ist schiebt diese Säule noch in den Zylinder, auch wenn der Kolben sich bereits nach oben bewegt. Deshalb ist hier die Füllung des Zylinders sehr gut, teilweise über 100%. Hinzu kommt, dass das Öffnen der Ventile Resonanzen im Einlasskanal erzeugt. Wenn die Länge des Ansaugtraktes auf diese Resonanzen eingestellt ist, können diese "Shockwaves" eine weitere Erhöhung der Füllung erzeugen. Beim Mini-A-Serie-Motor sehe ich es aber so, dass dieses Shockwave-Tuning für jeden Zylinder einen eigenen Ansaugkanal benötgt, und da der Mini ja diese siamesischen Einlasskanäle für jeweils Zylinder 1 und 2 und einen für 3 und 4 hat, so dass diese Renonanzwellen-Abstimmung eher schlecht funktioniert um das gelinde auszudrücken.
Über den Einbau und das Einstellen der Steuerzeiten einer Nockenwelle habe ich seinerzeit auch einen Praxis-Tipp in der Mini-Zeitung verfasst, den man sich hier durchlesen kann.
Hier ein Bild der versetzten Scheibenfeder für die Nockenwelle. Bei Mini Sport Padiham gibt es einen Satz dieser Federn (im Englischen "Offset Woodruff Keys") mit 3°, 5° und 7° Versatz. Da die Nockenwelle genau mit halber Drehzahl der Kurbelwelle läuft, kann man das Timing also gegenüber der Kurbelwelle um 1,5°, 2,5° und 3,5° verstellen, jeweils gegenüber der Kurbelwelle (und damit den Kolben im Zylinder) voraus oder hinterher, je nachdem wie herum man die Scheibenfeder enbaut. Die versetzte Scheibenfeder ist eine uralte Erfindung, die die Zündapp-Motorräder bereits in den 30er Jahren hatten.

Zylinderkopf und Nockenwelle sind zweifelsohne ganz wichtige Teile wenn es um die Leistungssteigerung eines Motors geht, aber durch die höheren Drücke innerhalb des Motors, die ein Tuning mit sich bringt, ist die Belastung auf die anderen Komponenten des Motors auch größer. Über die Kurbelwelle hatte ich schon geschrieben, und dass sie zusammen mit der erleichterten Schwungscheibe und der erleichterten Druckgegenplatte ausgewuchtet wurde, und die Kurbelwelle vorher nitrocarburiert worden ist. Nitrocarburieren (Tufftriding) gehört zum Bereich der Obflächenhärtungsmethoden um die die gehärteten Motorenteile besser gegen Ermüdungsbruch (engl.: fatigue restistance) zu schützen. Einige werden sicherlich das Wort "Nitrieren" im Zusammenhang mit Härten gehört/gelesen haben. Für dieses Nitrieren sind aber nur gewissen Stahlsorten geeignet. Es gibt beim Mini die Kurbelwellen der Cooper S-Baureihen, aus nitrierfähigem Stahl gefertigt worden sind. Die englische Norm dieser Stähle sind EN40B. Der 1000er Mini, zusammen mit den anderen Nicht-Cooper-S-Modellen, hat aber eine Kurbelwelle nach der Norm EN16T, die nicht zum Nitrieren geeignet ist. Nitrocarburieren bzw. Tufftriding ist eine Methode, in dem das Motorteil in ein heißes Bad mit Nitrosalzen über eine gewisse Zeit gelegt wird. Nitro bedeutet nichts Anderes als Stickstoff, und in diesem heißen Salzbad dringen Stickstoff-Atome in die obersten Schichten des Metalls ein, lagern sich dort in die Metall-Kristallstrktur ein, bringen so eine Art atomare Unordnung hinein und erhöhen so die Härte des Bauteils. Diese Härteschicht ist nur wenige hundertstel Millimeter dick. Es ist erwünscht, dass das Innere der Welle zäh bleibt um so besser der Beanspruchung durch unregelmäßige Spannungsspitzen, wie sie in einem Kolbenmotor vorkommen, standzuhalten. Die harte Oberschicht widersteht der Beanspruchung über lange Zeit, also des Ermüdungsbruches.
Kolben und Pleuel
Ein paar Worte zu Kolben und Pleuel. Ich habe im Rennmotor Hepolite Powermax KR20950 eingebaut wie auf dem Bild weiter oben zu sehen. Diese Kolben sind gegossen, nicht geschmiedet wie normalerweise Hochleistungskolben, aber diese Powermax gehörten seinerzeit zu den besten 1000er Kolben, die es am Markt gab. Leider ist AE Hepolite/Glacier von der Bildfläche verschwunden und somit auch diese guten Kolben. Diese Powermax-Kolben haben einen schwimmenden Kolbenbolzen, der von Sprengringen gehalten wird. David Vizard schrieb bereits in seinem Buch, dass bei hohen Drehzahlen die Sprengringe aus den Nuten rutschen könnten und damit eine Kettenreaktion auslösen, die zumindest den Kolben und die Zylinderlaufbahn beschädigen. Sein Rat war, die Sprengringe mit Loctite zu sichern. Bei meinem Rennmotor hat das nichts genutzt. Es ist genau das eingetreten, wovor er gewarnt hatte:

Die Engländer kamen auf die Idee, die Sprengringe ganz weg zu lassen und stattdessen PTFE-Knöpfe (Teflon) in die Kolbenbolzen einzusetzen:


Teflon-Knöpfe, eine ideale Lösung
PTFE ist ein Kunststoff, der relativ hohe Temperaturen aushält und eine geringe Reibung hat, also ein idealer Stoff für diesen Zweck. Die technischen Daten kann man über den Link einsehen. Seitdem ist wegen dieses Problems kein Motorschaden mehr aufgetaucht.


Die Pleuel können wie auch im Buch von D.V. beschrieben erleichtert und poliert werden. Die einelnen Teile, also Pleuel ohne die Deckel und Deckel wurden dann vom Gewicht her alle angeglichen. Als Pleuelschrauben empfehlen sich die von ARP, denn dann gibt es zumindest keinen Schaden wegen abgerissener Pleuelschrauben.
Kurbelwelle, Schwungscheibe, Kupplung
Die Kurbelwelle sollte keine Bearbeitung nötig haben was über ein Härten hinausgeht. Hier sollte eine kleine Exkursion zu den von BMC/Leyland benutzten Stählen der Motorenkomponenten angebracht sein:
Die Kurbelwellen der Nicht-Cooper-S-Modelle werden aus EN16T- und die Cooper-S-Kurbelwellen aus EN40B-Stahl hergestellt. Diese EN..-Bezeichungen sind alte britische Normungen BS970 (BSI-British Standards Institute, ähnlich der deutschen DIN).
Beispielsweise die Pleuel für 1275 ccm-Motoren haben folgende Stahlsorten:
EN24V - Cooper S
EN21 - 1275 Midget/Sprite
EN19 - 1300GT/Innocenti
EN15 - A+
Die typische chemische Zusammensetzung einiger Stähle ist folgende:
EN40/EN40B: (enstspricht DIN-Bezeichnung 32CrMo12, Werkstoffnr. 1.731)
0,25% C; 0,30% Si; 0,60% Mn; 3,25% Cr; 0,55% Mo
EN24/EN24T/EN24U: (entspricht DIN 34CrNiMo6, Werkstoffnr. 1.6582)
0,40% C; 0,30% Si; 0,60% Mn; 1,50% Ni; 1,20% Cr; 0,25% Mo
EN19/EN19T/EN19U: (entspricht DIN 42CrMo4, Werkstoffnr. 1.7225)
0,40% C; 0,25% Si; 0,70% Mn; 1,20% Cr; 0,30% Mo
EN16/EN16T: (hat kein Äquivalent in DIN oder amerikanischer Normung)
0,35% C; 0,30% Si; 1,50% Mn; 0,030% S; 0,025% P; 0,25% Mo
EN15: (DIN 14Ni6, Werkstoffnr. 1.5622)
max. 0,18% C; 0,23 Si; 1,45% Mo
Hier bedeuten die Legierungsbestandteile:
C=Kohlenstoff; Si=Silizium; Mn=Mangan; Mo=Molybdän; Ni=Nickel; Cr=Chrom; S=Schwefel; P=Phosphor
Die Stähle EN40 der Cooper S-Kurbelwellen nennt man niedriglegiert (kein Legierungsbestandteil ist größer als 5%), und diese Stähle lassen sich gut nitrieren. Das ist eine Wärmebehandlung des Stahls, das die Außenhaut hart werden lässt, während der Kern zäh bleibt. Genau diesen Effekt möchte man mit dem Härten erreichen. Dies geschieht durch die Anreicherung der Außenschicht wenige hundertstel Millimeter dick mit Stickstoff N, der dem Nitrieren seinen Namen gibt ("Randschichthärten"). Die Cooper S-Kurbelwellen sind vom Werk her schon nitriert. Man braucht also nichts zu machen.
Die EN16-Stähle nennt man zwar auch niedriglegiert, aber man kann sie aufgrund ihrer Zusammensetzung der Legierungsbestandteile nicht nitrieren. Hier gibt es aber andere Verfahren der Wärmebehandlung, nämlicht das Tufftridieren oder Teniferieren. Beide Bezeichnungen sind eingetragene Warenzeichen der Firma Durferrit, die diese Stahlbehandlung entwickelt hat. Allgemein nennt man diese Verfahren Nitrocarburieren.

Die Kurbelwelle wird nach dem Tufftridieren ganz schwarz. Die Verschleißfestigkeit und Korrisionsbeständigkeit nimmt durch den Prozess zu. Die Oberflächenhärte nimmt dramatisch zu. Die Belastbarkeit steigt enorm.
Das Verfahren ist so, dass die zu behandelnden Stahlteile zwischen einigen Minuten und einigen Stunden in ein Cyanid-Cyanat-Bad getaucht werden. Die Standard-Behandlungsdauer beträgt 90 Minuten bei 580°C.
Alle A-Serie-Kurbelwellen sind geschmiedet. Es gibt Anbieter mit Kurbelwellen, die aus einem Metallblock gefräst sind, sog. "billet crankshafts". Besonders für ganz langhubige Motoren mit 1500 ccm und 1600 cm³ wird dies gerne genommen, weil Schmiedegesenke dann einfach zu teuer wären. Aber auch nicht mehr erhältliche 970 und 1275 ccm EN40B-Kurbelwellen können aus dem Vollen gefräst und gedreht werden.
Fahrwerk
Zum Fahrwerk gehören Reifen/Räder und Bremsen, die ich ja schon oben beschrieben habe. Aber es gehört auch ein wenig mehr dazu. Glücklicherweise hat der Mini bereits ein sehr gutes Fahrwerk bezogen auf sportliche Ambitionen in den Genen von Geburt an, auch wenn die Gummifederung mit den sehr kleinen Federwegen aus heutiger Sicht zu den eher unkomfortablen Aufhängungen zählt.
Die Vorderradaufhängung ist eine Doppelquerlenkerachse (Double Wishbone) wie sie in vielen Fahrzeugen anzutreffen ist, obwohl moderne Autos heute meistens McPherson-Federbeine als radführende Federelemente haben. Der obere vordere Querlenker ist mit Nadeln gelagert und nicht elastisch. Die untere nahezu L-förmige Querlenkerkombination besteht aus aus zwei Teilen, dem eigentlichen Querlenker und daran angeschraubt der Längslenker (Tierod), der vorne am Hilfrahmen befestigt ist. Beide sind in Gummibuchsen gelagert. Dies macht man grundsätzlich aus Komfortgründen aber auch um Stöße in Quer- und Längsrichtung vom Rahmen und damit der Karosserie abzudämpfen. Außen am Radträger sind obere und untere Querlenker über Kugelköpfe befestigt.
Für 1959, das Jahr, in dem der Mini das erste Mal auf den Markt kam, war die selbsttragende Karosserie mit Einzelradaufhängung, Gummifederung und Quermotor mehr als revolutionär. Andere kontemporäre Fahrzeuge hatten noch Leiterrahmen, Starr- oder Pendelachse und fast ausschließlich den Motor vorne längs mit Antrieb hinten und Blattfedern oder Heckmotor wie der Käfer.
Lange Jahre schlug der Mini deshalb allein fahrwerkstechnisch die Konkurrenz um Längen.
Trotzdem kann man Einiges machen um den Mini fahrwerksbezogen noch besser zu machen. Bei jedem Auto, das ich schnell um Kurven bewegen möchte, lohnt es sich, den Schwerpunkt möglichst nach unten zu bekommen, sprich tiefer legen. Dazu benötigt man nicht einmal die allseits bekannten HiLos in allen verfügbaren Varianten. Der obere Aufhängungsquerlenker hat eine Pfanne, in der eine Kugel, die an einer Alu-Trompete geklemmt festsitzt, auf ein Gummielement drückt und so federt. Diese Kugel sitzt auf ungefähr einem Drittel der Gesamtlänge des Arms. Wenn man beispielsweise 5 mm von der Länge dieser Trompeten abfeilt, senkt sich der Aufbau um 15 mm. Hinten ist eine sehr lange Trompete verbaut, die ca. ein Längenverhältnis von 5 zu 1 hat, d.h. dann sind eine Kürzung von 5 mm gleich einer Absenkung von 25 mm des Aufbaus.
Vorne ist der Ausbau der Trompeten aber nicht ganz einfach, denn man benötigt unbedingt einen Federspanner, der die Gummifeder zusammenpresst, so dass man die Alu-Trompete entfernen und wieder einbauen kann. Aus der Trompete muss zunächst der Kugelkopf herausgeschlagen, die Trompete gekürzt werden und dann wieder Kugelkopf einschlagen und Trompete wieder am ursprünglchen Ort einbauen. Wenn sich der Mini ein wenig gesetzt hat, hat man die endgültige Höhe erreicht. Hinten braucht nur der Stoßdämpfer gelöst werden, dann fällt die lange Trompete mehr oder wenig von selbst heraus.



Hier die originalen Ripspeed-HILOs, die man nur mit dem gezeigten Schlüssel verstellen kann. Hierzu sind Löcher in die Heckschürze zu bohren, was etwas kniffelig ist, um die genaue Stelle zu finden. Vorne muss bei den neueren Hilfsrahmen die dicke Schraube entfernt werden, die alten Hilfsrahmen hatten dort ein Loch und wurden links und rechts davon mit zwei kleineren Schrauben vom Karosserie-Querspant her befestigt. Übrigens waren die alten Hilfsrahmen fest mit der Karosse verbunden, während die neuen über Gummipuffer mit der Karosserie festgeschraubt wurden. Die HILOs vorne und hinten sind gleich, hinten wird nur eine Verbindungsstange in den HILO-Körper gesteckt und dann darauf der Kugelkopf. Der HILO für vorne zeigt die Gummifeder, die vorne und hinten auch gleich in den Abmessungen sind.
Tieferlegung und Wankzentrum (Roll-Centre)
Das Tieferlegen hat als Zwangsfolge, dass das Wankzentrum der Achse (hier der Vorderarchse) nach unten wandert. Das ist keine gute Nachricht, denn bei Kurvenfahrt greift die Zentrifugalkraft am Schwerpunkt an (Fz = m * v²/R mit m = Masse des Fahrzeugs, v = Geschwindigkeit in der Kurve, R = Radius der Kurve) und versucht, das Fahrzeug um das Wankzentrum zu drehen, es entsteht ein Drehmoment um das Wankzentrum. Je tiefer das Wankzentrum vom Schwerpunkt wandert, um so länger wird der Hebelarm von Fz um das Wankzentrum. Das 'z' steht hier für zentrifugal und nicht für Koordinatenachse z!


Um diesen Zustand zu beheben, gibt es seit einiger Zeit die sogenannten "Roll-Centre-Adjuster" (Bilder oben) in verschiedenen Ausführungen. Hier habe ich die Version von der Firma Fletcher einmal eingebaut, die über Mini Sport erhältlich sind. Im oberen Bild (unten) habe ich auf der Seite von Racing Aspirations einmal eine Radaufhängung eines Minis nachgebildet. Die Maße haben eine gewisse Toleranz, weil ich sie mit einem großen Zirkel und einem Maßband abgenommen habe. Der Schwerpunkt (Centre of Gravity) ist auch eine Annahme, aber beim Mini ist er an der Vorderachse recht hoch, weil der schwere Guss-Motorblock und -Zylinderkopf doch ziemlich hoch bauen. Man beachte den Abstand vom Wankzentrum (Roll Centre) zum Schwerpunkt.
Auf dem unteren Bild habe ich den unteren Anlenkpunkt am Radträger um etwa 50mm nach unten und 10mm nach innen verschoben, so wie der Adjuster eben auch eingebaut ist. Es ist ersichtlich, dass das Wankzentrum durch diese Maßnahme wieder um eine kleine Distanz nach oben verschoben wird und somit den Hebelarm wieder verkürzt, was die Absicht dieser Maßnahme sein soll.
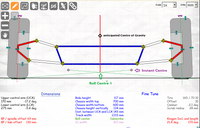
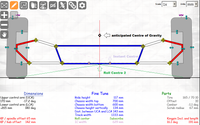
In Wirklichkeit liegt sowohl der Schwerpunkt als auch das Wankzentrum bei Kurvenfahrt nicht auf der Mittellinie, da die Verlängerungen der Querlenker sich jeweils im Momentanzentrum (Instant Centre) treffen. Aus der Lehre der allgemeinen Mechanik betrachtet bilden die oberen und unteren Querlenker zusammen mit dem Radträger ein ebenes (Kurbel-)Getriebe. Das Wankzentrum ergibt sich dann als Schnittpunkt der Momentanzentren mit der Mittellinie des Reifenaufstandes. Da sich durch ständige Bewegung der Querlenker die jeweiligen Momentanzentren auch bewegen, bewegt sich das Wankzentrum auch ständig um die Mittellinie. Zur Vereinfachung und zum besseren Verständnis ist hier das Wankzentrum auf die Mittellinie gezeichnet.
An der Hinterachse eines Minis mit seinen Längslenkern ist das Wankzentrum immer auf der Fahrbahnoberfläche, weil sich die Linie der Drehachse des Lenkers im Unendlichen mit der Fahrbahn schneidet. Selbst wenn der äußere Punkt bei Sturzeinstellung ein wenig nach oben versetzt wird, ist der Schnittpunkt mit der Fahrbahn noch immer sehr weit entfernt, so dass man Unendlichkeit annehmen kann.
Zusätzlich muss genannt werden, dass es eine "Schwerpunktslinie" gibt, die sich längs der Fahrzeugachse befindet, d.h. an jedem beliebigen Punkt auf dieser Achse hat der jeweilige Abschnitt einen eigenen Schwerpunkt, der als Linie oder als Kurve das Fahrzeug durchzieht.
Der hintere Längslenker der Radaufhängung wird übrigens um eine Spindel gedreht, die auf einer Seite nadelgelagert ist, auf der anderen Seite in einer Messingbuchse, die nach Verschleißwechsel auf das nötige Maß mit einer Reibahle aufgerieben werden muss.
Die Erfahrung zeigt aber, dass, wenn man einmal die Höhe des Minis eingestellt hat, diese dann nicht mehr verändert. Und unter diesem Umstand kann getrost auf eine verstellbare Höhenregulierung verzichtet werden, dann reicht ein einfaches Abfeilen der Trompeten aus. Und wenn man des Guten zuviel getan hat, kann man wieder eine Unterlegscheibe zwischen Kugelkopf und Trompete legen und die fehlende Höhe ist wieder ausgeglichen.
Nächster Schritt ist, die Achsgeometrie zu verändern. Hierzu zählt vor allem der Sturz, der möglichst negativ sein sollte. Negativer Sturz heißt, dass die Reifen/Räder oben in der Flucht von vorn oder von hinten oben näher zusammen stehen als unten. Negativer Sturz heißt auch, dass bei Kurvenfahrt mehr Seitenkraft vom äußeren Reifen aufgenommen werden kann und somit eine höhere Kurvengeschwindigkeit möglich ist, weil der kurvenäußere Rad mit der ganzen Lauffläche auf der Fahrbahn aufliegt. Ideal wäre, wenn das kurveninnere Rad dabei einen positiven Sturz einnehmen würde um diesen Effekt zu unterstützen, aber dies ist nur bei modernen Mehrlenkerachsen möglich. Der negative Sturz sollte aber nicht mehr als 2° betragen. Nachteilig ist bei stark positiven als auch negativen Sturz, dass bei viel Geradeausfahrt die Innenseiten bei negativem bzw. die Außenseiten des Reifens bei positivem Sturz stärker abnutzen als bei neutraler Stellung. Für den Mini gibt es, seitdem die Special Tuning-Abteilung von BMC/Leyland existierte, untere Negativarme mit nominell -1,5° Sturz. Dies bedeutet nicht, dass grundsätzlich die Aufhängung 1,5° negativen Sturz hat, denn sie macht den Sturz um 1,5° negativer als er vorher war. Serienmäßig haben alle Minis mehr oder weniger positiven Sturz mit enormer Schwankungsbreite. Genauen Sturz kann man nur mit verstellbaren unteren Tragarmen einstellen.
Negativer Sturz hat einen weiteren Effekt, nämlich den, dass die Reifen kegelförmig auf der Fahrbahn laufen. Lässt man einen Kegel über einen Tisch rollen, so läuft dieser Kegel nicht geradeaus, sondern beschreibt eine Kreisbahn und zwar mit kleinerem Durchmesser je "kegeliger" der Kegel ist. Bei Rädern mit negativem Sturz passiert genau dasselbe, die Räder möchten vorne nach innen laufen und werden von der Spurstange der Lenkung daran gehindert. Das Resultat sind innere Kräfte, die im Reifenlatsch (das ist die Reifenaufstandsfläche) Reibung verursachen.
Grundsätzlich ist eine Verschiebung des unteren Anlenkpunkts des Radträgers nach außen durch die Negativarme nicht nur eine Sturzänderung sondern auch eine Änderung der Spreizachse, die bei planer Sicht von vorne oder von hinten weiter geneigt wird. Zusammen mit dem Nachlauf (siehe weiter unten) bewirkt das Drehen des Achsschenkels nach vorn eine Höherstellung des kurvenäußeren Rades, die mit Kraft am Lenkrad, d.h. Lenkmoment, gegen das Gewicht an dieser Stelle bewerkstelligt werden muss. Gleichzeitig geht das kurvenäußere Rad weiter in negativen Sturz, während das innere Rad weniger Sturz beim Einlenken erfährt.


Links festen Negativarme mit -1,5° Sturz. Sie unterscheiden sich optisch nicht von Serien-Tragarmen, allerdings sind die Mittelpunkte vom inneren Gelenk und dem Kugelgelenk ein klein wenig weiter auseinander. Die Buchsen sind schwarze Nylon-Buchsen, die sehr viel fester sind als die serienmäßigen Gummibuchsen. Mit im Bild ist ein Längslenker (Tierod), der in seiner Länge einstellbar ist und auch mit Polybuchsen montiert wird.
Im rechten Bild eine voll einstellbare Aufhängung mit sphärischen Gelenken, in Deutschland gerne Uniball-Gelenk und in England Rose-Joint genannt, weil die ersten Hersteller in diesen Ländern eben die Firmen Uniball bzw. Rose waren. Heute sehr bekannt sind auch Fluro und Aurora. Die sphärischen Gelenke sind nicht für den normalen Straßenverkehr gedacht, da sie dort relativ schnell verschleißen und so die Radführung sehr ungenau wird und damit die Absicht der Gelenke dann total umgekehrt wird.
Den Nachlauf kann man durch eine verstellbaren Längslenker verändern. Nachlauf ist der Effekt, den man vom Teewagen und Einkaufstrolley her kennt. Die Räder stabilisieren sich selbst zum Geradeauslauf. Je mehr Nachlauf man hat, um so höher ist das Rückstellmoment der Räder. Jeder kennt diesen Effekt, wenn nach einer Kurvenfahrt das Lenkrad versucht wieder in die Geradeausstellung zu kommen. Ein Kürzen des Länglenkers erhöht den Nachlauf, allerdings verändert sich auch die Spur und der Sturz, so dass immer wieder die komplette Achsgeometrie nachgemessen werden muss.
Die Spur ist die Stellung der gelenkten Räder zueinander bzw. zur Mittellinie des Fahrzeugs von oben gesehen. Gemessen wird im Allgemeinen am vorderen und hinteren Felgenhorn innen. Vorspur ist, wenn die Räder vorne näher zusammen stehen als hinten. Beim Mini ist Nachspur von 0,6 mm laut Werkstatthandbuch vorgesehen, d.h. der Abstand der Räder ist zwischen den vorderen Felgenhörnern ist um 0,6 mm größer als zwischen den hinteren Felgenhörnern.
Warum eine Vor- bzw. Nachspur? Die Spur wird bei stehendem Fahrzeug eingestellt. Beim Fahren verspannen sich die Aufhängungsteile aufgrund von Kräften und Momenten an den Rädern und sollen dann in eine neutrale Spur gehen. Bei Gummi-gelagerten Trägern wird dadurch das Fahrgefühl bei entsprechender Geschwindigkeit besser. Bei Frontantrieb wie beispielsweise beim Mini, wird oft Nachspur eingestellt, weil durch die Antriebkräfte die Räder nach vorn gedrückt werden.
Bei festen Aufhängungslagern durch Nylon-Buchsen oder gar die festen sphärischen Gelenke ist empfehlenswert eine Spur nahe der Neutralen zu wählen, also 0 mm oder Grad Vor-/Nachspur.
Wir haben uns um die Radaufhängung vorne gekümmert. Was kann man an der hinteren Aufhängung machen? Wir schon genannt, besteht die hintere Radaufhängung aus zwei Längslenkern die vorne über eine Spindel geführt werden, die fest mit dem hinteren Hilfrahmen verschraubt sind. Hier ist es auch wünschenswert einen negativen Sturz zu haben, aus demselben Grund wie vorne auch, nämlich um höhere Seitenkräfte aufbauen zu können. Man bekommt einen negativen Sturz, wenn man den äußeren Anlenkpunkt der Spindel ein wenig nach oben versetzt. Das kann erreicht werden, indem man das Loch für Spindel außen zu einem Oval feilt, so dass der Anlenkpunkt außen für die Spindel nach oben rückt.
Räder und Reifen
Ja, beides gehört mit zum Fahrwerk. Wie ich schon andeutete war der Prozess zum Mini, der nur noch auf geschlossenen Strecken bewegt wird, fließend, d.h. anfänglich diente der Mini die Woche über als normaler Transport und am Wochenende dann zum Wettbewerb. Darum mussten alle Änderungen eingetragen sein oder ohnehin für die Straße zugelassen sein.
Parallel mit der Eintragung der Scheibenbremse kamen also Alu-Räder und breitere Reifen auf den Mini, beides in die Papiere eingetragen. Die bekam ich wieder mal über eine Anzeige in der Mini-Zeitung. Es waren vier Dunlop LP922 oder C-AHT184 wie sie in der Liste von Leyland Special Tuning hießen. Die Räder hatten im Gegensatz zu ATS und Ronal, die mit einer Allgemeinen Betriebserlaubnis ausgestattet waren, "nur" ein TÜV-Gutachten, mit dem man zum Eintragung beim TÜV vorfahren musste. Aber, ob ABE oder Gutachten spielte hier keine Rolle, denn auch bei den ABE-Rädern mussten Verbreiterungen montiert werden, die auf jeden Fall den Segen vom TÜV haben mussten. Grundsätzlich stand in den Papieren die Reifengröße mit 145-10 angegeben, also die normale Größe wie sie auch auf den schmalen Serien-3,5"-Rädern waren. Noch nicht allzulange vorher kamen die ersten Reifen in der Größe 165/70-10 auf den Markt, die natürlich viel mehr Gummi auf die Fahrbahn brachten und besser zu den 5x10-Rädern passten. Alle damals zugelassenen Leichtmetallräder für den Mini hatten übrigens die Größe 5 Zoll Breite bei 10 Zoll Durchmesser. Nichts Anderes ging.
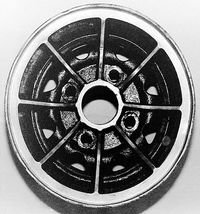

Dunlop LP922 bzw. C-AHT184 mit der Göße 5x10 Goodyear Rally Special
Als Reifen kamen Goodyear Rally Special auf die Felgen. Und ich behaupte einfach, dass diese Reifen die besten mit Straßenzulassung für den Mini waren, die es zu dem Zeitpunkt gegeben hatte.
Und gut ausgesehen damit hat der Mini auch:

Diese Kombination Dunlop LP922 zusammen mit den Goodyear Rally Special war für eine lange Zeit gut genug für die NAVC-Gleichmäßigkeitsprüfungen, die hauptsächlich gefahren wurden.
Die nächste Stufe der Bereifung mit Rädern kam, als ich Peter Wartenberg mit seinem Maguire-Mini im alten Fahrerlager des Nürburgrings nach einem Lauf der neue geschaffenen Gruppe H gesprochen hatte. Er hatte nämlich einen Satz Revolution 6x10 mit Dunlop Racing Slicks zu Hause liegen, die er gerne los werden wollte.
Räder mit 6x10 und Reifen der Größe 160/490-10 bedeuteten auch Aufrüstung auf Gruppe-5-Verbreiterungen und natürlich Anhebung der Leistung, denn sonst bringen die Reifen nichts.
Ich bin also zu Peter Wartenberg in der Nähe von Mönchengladbach gefahren und habe die Räder mit den Dunlops gekauft.
Über einen Club-Kollegen des MRvD aus Berlin, der einen Satz dieser Reifen mit reingeschnittetem Profil auf der Straße fahren wollte und es sich anders überlegt hatte, kam ich dann noch zu einem Satz Regenreifen. Die Entscheidung, die Reifen nicht auf de Straße zu fahren, war sehr weise, denn die Reifen waren so weich, die hätte er in wenigen Wochen normaler Nutzung herunter gefahren.
Von Wolfgang Rosenbaum, damals noch ein Racer auf Mini, danach wechselte er auf Simca Rallye, bekam ich einen Satz echter Magnesium Minilites der Größe 5,5x10.


Diese Räder aus Magnesium sind allerdings mit Vorsicht zu genießen, denn Magnesium ist äußerst anfällig gegen Korrosion. Und man sieht diese Korrosion nicht unbedingt an der Oberfläche. Auf jeden Fall nimmt die Festigkeit dieser Räder mit dem Alter beträchtlich ab. Die spezifische Masse (Dichte) von Magnesium ist mit 1,7 kg/dm³ zwar noch um einiges leichter als Aluminium mit 2,7 kg/dm³, aber Mg ist nun mal ein problematisches Material.
Ich bin diese Räder nur ein einziges Mal gefahren und zwar beim Beligan Historic Grand Prix, und da auch nur mit Reifen, die wenig Grip hatten, weil ich dachte beim Historic GP wären Slicks nicht gerne gesehen.
Ich zog diese Reifen auf die Minilites, die ich von einem ehemaligen Mini-Rennfahrer aus dem Bergischen Land bekam. Es handelt sich um Dunlop Racing mit der Größe 150/500-10, die es da bereits seit etlichen Jahren nicht mehr gab, die aber noch absolut ungebraucht waren.

Dieser Reifen mit der Profilbezeichnung CR81 war seinerzeit der letzte Schritt bevor die Entwicklung zu ganz profillosen Rennreifen ging. Der Querschnitt ist unsymmetrisch, außen ziemlich eckig und innen rund. Das war mal der letzte Schrei gewesen.
Als die Reifen von Peter Wartenberg so langsam verbraucht waren, sah sich die Rennabteilung von Dunlop Deutschland nicht in der Lage diese Reifen zu besorgen, bzw. sie hätten extra aus England importieren müssen mit einem entsprechenden Preisaufschlag. Da habe ich beschlossen, die Reifen selbst zu importieren für die Hälfte des Preises, den Dunlop Deutschland berechnet hätte. Ich schrieb Jonspeed Racing in Nuneaton an (die Firma gibt es immer noch, nur nicht mit dem ehemaligen Besitzer an Bord, der wirklich Jon hieß, und auch nicht mehr auf dem alten Firmengelände), die regelmäßig in der englischen Motorsportzeitung "Motoring News" Reifen anboten. Und sie konnten die Dunlop Slicks für einen vernünftigen Preis liefern mit erträglichen Versandkosten.
Uns so kamen die Reifen dann zu Hause an:

D15 ist der Code für die Karkassenkonstruktion: steif, für schmale Räder (6 Zoll sind für den Mini zwar breit, aber allgemein eher schmal) 954 ist die Kennzahl der Reifenmischung.

Bleibt noch zu erwähnen, dass die Dunlop Racings Diagonalreifen sind. Laut der Dunlop-Rennreifen-Broschüre benötigen die Reifen einen relativ hohen Luftdruck. Ich habe immer vorne einen Druck von 2,4 bar und hinten einen von 2,2 bar bei kalten Reifen eingestellt.
Um die neuen Reifen zu montieren, bestellte ich in England einen zusätzlichen Satz Revolution 6x10, die es damals auch speziell für Motorsport mit einer Wärmebehandlung zu bestellen gab. Ich finde, die Revolution sehen sehr attraktiv aus und haben bezogen auf das Gewicht, die Festigkeit und den Preis das beste Verhältnis.


Die Räder gefallen mir so gut, dass ich es nicht lassen konnte, daraus ein 3D-CAD-Modell zu erstellen.
Auf der Download-Seite habe ich ein paar Dokumente zu den Revolution-Rädern zusammengestellt.
Einstellen der Spur
Zur Fahrwerksgeometrie gehört die Spur, d.h. wie die beiden Räder-Reifen-Kombinationen zueinander stehen. Die Spur hat einen Einfluss auf das Fahrverhalten. Sturz (engl. Camber), Spur (Toe-in, Toe-out) und Spreizung (Kingpin Inclination) bilden eine Einheit; ändere ich eins davon, verstelle ich die anderen automatisch auch. Im vorherigen Anschnitt hatte ich ja schon dazu etwas geschrieben.
Die Spur kann neutral sein, d.h. die Räder sind bei gerader Lenkradstellung parallel zueinander. Vorspur bedeutet, die Räder sind nach vorne näher zusammen, bei Nachspur sind die Räder vorne weiter auseinader und hinten näher.
Bei Straßenfahrzeugen sind aus Komfortgründen die Aufhängungteile in Gummibuchsen gelagert, was bedeutet, dass sie nicht fest, sondern beweglich sind.
Bei Hecktrieblern wird oft eine Vorspur in die Aufhängung konstruiert, weil beim Fahren die Fahrwiderstände die Reifen nach hinten drücken und somit in eine neutrale bzw. Vorspur drücken.
Bei Frontrieblern wird meistens eine Nachspur konstruiert, weil die angetriebenen Räder die Tendenz haben, die Räder in Vorspur bzw. neutrale Stellung zu ziehen.
Weiter oben habe ich beschrieben, dass mit den sphärischen Gelenken (Rose, Fluro etc.) die unteren Arme festgesetzt werden, d.h. nur sehr wenig Spiel haben, deshalb empfiehlt sich, möglichst eine neutrale Spur einzustellen, d.h. 0° Vor- bzw. Nachspur.
Nach vielen Versuchen mit Spurmessgeräten von Paddy Hopkirk, Gunson's Trackrite etc. bin ich auf die Laser-Vermessung mit Track-Ace gekommen, eine für mich erschwingliche und ich denke präsize Möglichkeit die Spur zu vermessen. Hier wird mit einem Laser-Strahl und einem Spiegel, der den Laser-Strahl reflektiert die Spur gemessen. Es ist keine Vermessung aller vier Räder, die heutige Messstraßen von John Bean, Beissbarth, Mahag u.a. hergeben, sondern eine Vermessung der beiden Vorderräder zueinander, aber gerade darum geht es ja bei der Spurvermessung.



Karosserie
Abgesehen von der Lackierung des Minis so ziemlich am Anfang des Abschnittes "Leistungssteigerung", was so gar nichts mit Leistung zu tun hat, ist die Karosserie bisher noch nicht betrachtet worden, obwohl es hier auch eine ganze Menge von Veränderugnen gegeben hat und noch immer geben wird.
Die Farbgebung bestand übrigens aus Colorado Red (Leyland Farbnummer RD2), Glacier White (BLVC59) und Tahiti Blue (BLVC65). Tahiti Blue gab es als Metallic-Farbe später noch einmal bei Rover, hatte aber mit dem von mir gewählten Tahiti Blue nichts zu tun.
Mit den 5x10 Dunlop LP922 Aluminium-Rädern reichten die später als Standard-Kotlügelverbreiterungen von Austin-Rover für die 12-Zoll-Minis verbauten Plastik-Verbreiterungen aus, die auf die unmodifizierten Kotflügel vorne und hinten passen und für straßentaugliche Minis ein Muss sind.
Ich versuchte das zu umgehen und direkt die Glasfaser-Verbreiterungen für die 6-Zoll-Räder zu montieren. Aber da sagte der TÜV kein okay, denn dem Prüfer war nicht klar, wie sich Glasfaser bei Kontakt mit Benzin verhält. Die Verbreiterungen aus schwarzem Kunststoff wie vom Innocenti würde er kennen und auch eintragen. Mit ist das schleierhaft, denn einem Ingenieur sollte klar sein, was glasfaserverstärker Kunststoff, also GFK, ist und wie er sich verhält.
Verwirrung erzeugt manchmal die Bezeichungen der einzelnen Typen der verschiedenen Verbreiterungen, wenn es heißt 'Group 2'-Verbreiterung, oder 'Group 5 wide' und 'Group 5 narrow'. Diese Bezeichungen kommen aus dem Motorsport, der in den 1960er und 70er Jahren nach Zahlen sortiert war, im Gegensatz zu heute, wo nach Buchstaben sortiert ist.
Gruppe 1 waren die Serien-Tourenwagen
Gruppe 2 verbesserte Tourenwagen, ab 1970 Spezial-Tourenwagen aber nach gleichem Reglement
Gruppe 3 Serien-GT-Fahrzeuge
Gruppe 4 verbesserte GT-Fahrzeuge
Gruppe 5 war bis 1968 für Spezial-Tourenwagen, ab 1969 für Prototypen, also reinrassige Rennwagen
dann gabs da noch die Gruppe 6 der Rennsportwagen, Gruppe 7 wie CanAm-Fahrzeuge, Gruppe 8 der Formelfahrzeuge F1, F2 und F3, und schlussendlich Gruppe 8 der "formelfreien" Fahrzeuge, unter die z.B. die Formel Vau, Formel Ford usw. fiel.
Um irgendwelche Teile abweichend von der Serie "homologieren" zu lassen, also für den Gebrauch im Rennsport zu legitimieren, mussten die Hersteller diese Teile in bestimmter Menge produzieren und dann bei der FIA in Paris in das Homologationsblatt des Autotyps eintragen lassen. Im Download-Bereich habe ich das Homologationsblatt dem Mini 1000 eingestellt. In der Gruppe 1 waren die zusätzlichen Verbreiterungen nicht erlaubt, sondern nur in den Gruppen 2 und 5. In der Gruppe 2 (in der Version von 1967, wo sich das Regelement auch jedes Jahr irgendwie veränderte) waren nur die ganz schmalen Verbreiterungen erlaubt. In der Gruppe 5, nach der die britische Tourenwagenmeisterschaft ausgefahren wurde, gab es zwei Arten von Verbreiterungen, eben die Group 5 narrow und die Group 5 wide, die nachträglich von BMC, Leyland, oder wie die Firma jeweils hieß, homologiert wurde.


Dieser belgische Rallye-Mini hat die Gruppe2-Verbreiterungen Hier die Verbreiterungen aus einer anderen Perspektive

Dieser Unterschied der Bezeichnungen hatte den Grund, dass fast alle Teile, die in einem Set angeboten wurden (also hier alle vier Verbreiterungen) den Prefix C-AJJ.... erhielten. Und dieses Set hier bestand aus den Einzelteilen, C-24A2152LF, ....RF, ....LR und ....RR; LF = Left Front etc.
Die Gruppe 5-Verbreiterungen sind weiter oben neben dem Rimmer-Bros-TR8-Foto zu sehen.
Anzumerken ist noch, dass sich die Bestimmungn der Gruppe 2 ständig veränderten, so dass auch die Gruppe-5-Verbreiterungen in der Gruppe 2 erlaubt waren, ganz spät in der Gruppe-2-Zeit gleichgültig, ob mit oder ohne Homologation.
Über das Tieferlegen ist ja schon beim Thema Fahrwerke gesprochen worden. Jedenfalls hat dies auch Konsequenzen für die Karosserie, denn um eine für den Sport vernünftiges Tieferlegen zu erhalten müssen die Koflügen vorne und hinten ausgeschnitten werden. Vorne ist das nicht nur wegen des Tieferlegens notwendig, denn bei sehr breiten Rad-Reifen-Kombinationen mit geringer Einpresstiefe stehen die Räder weit nach außen und beschreiben beim Einlenken einen Kreis, der dann das äußere Rad gegen den Kotflügel vorne anstoßen lässt. Es muss also nicht nur nach oben, sondern auch nach vorne ausgeschnitten werden. Es ist Vorsicht geboten, damit man aber auch nicht zuviel ausschneidet. Vorne lässt sich relativ einfach das Blech mit einer Flex oder eine Stichsäge mit Metallsägeblatt wegschneiden.
Hinten ist ein wenig Mehrarbeit notwendig. Gut beschrieben ist das im ersten Buch von David Vizard, denn hier muss sowohl das Außenblech herausgeschnitten werden alsauch der Radlauf ca. bis zur Mitte weggeschnitten werden und ein neues Blech eingesetzt werden. An den folgenden zwei Bildern wird das illustriert.


Der Radlauf wird ungefähr bis zur Mitte entfernt, dann ein zugeschnitteness Blech eingesetzt, innen und außen gepunktet und dann mit Karosseriepaste abgedichtet.

Und das passiert, wenn man die Kotflügel nicht ausgeschnitten hat. Hier ist es insgesamt aber noch einmal gut gegangen
Beim Mini-Thirty-Treffen in Silverstone konnte ich den Minisport-Rally-Mini etwas genauer untersuchen. Mir gefiel die abschraubbare Stahl-Front, die mit einer GFK-Motorhaube kombiniert war.

Zuhause habe ich aus einem neuen Frontblech und zwei Kotflügeln genau die Front nachgebaut. An den A-Blechen sind Laschen geschweißt, die wiederum mit M8-Muttern verschweißt sind. An den betreffenden Stellen der Kotflügel sind kurze Rohre mit Unterlegscheiben verschweißt. Durch diese kurzen Rohre sind Edelstahl-Inbus-Schrauben, die in die Muttern der Laschen eingeschraubt werden. Vorne wird die Front wie gehabt mit zwei Abschlepp-Ösen an den Hilfsrahmen geschraubt.

Gewicht einsparen
Ein wichtiger Punkt, allgemein im Motorsport und nicht nur dort, denn eine kleine Masse lässt sich schneller beschleunigen und um Kurven fahren, weil der Lastwechsel geringer ist, und natürlich beim Bremsen (denn schwere Masse ist gleich träge Masse). Der Mini ist ja schon recht leicht mit seinen serienmäßigen 630 kg (die letzten MPi sollen sogar bis fast an die 700 kg herangereicht haben), aber wenn man bedenkt, dass die ersten Minis mal gerade 585 kg auf die Waage brachten, ist da sicherlich noch etwas zu verbessern. Die allerersten Minis hatten tatsächlich eine Karosse aus dünnerem Blech, was diese alten Karossen für den Motorsport für lange Jahre als sehr gesuchte Objekte hat werden lassen. Das dünnere Blech war natürlich der Haltbarkeit nicht zuträglich, zumal die damalige Generation von Fahrzeugen ohnehin nicht als besonders rostbeständig galten.
Was kann man also machen? Die einfachste Methode zu beginnen ist, die Motorhaube und die Kofferraumklappe auf glasfaserverstärktem Kunststoff umzurüsten. Die meisten Minihändler haben solche Teile da. Die Heckklappe gibt es mit doppelter Haut, also die Form innen und außen zusammenlaminiert, oder einfach nur die Außenhaut, was eigentlich auch ausreicht. Für die Befestigung der Hauben sollte man sich etwas überlegen, denn die standardmäßigen Verschlüsse passen dann nicht mehr.
Der nächste Punkt ist Glas. Glas ist sehr schwer, und zumindest die Seitenscheiben und Heckscheibe können gegen leichtere aus Kunststoff ausgetauscht werden, das spart etliche Kilos. Hier muss man aber aufpassen, was das Reglement des Wettbewerbs so hergibt. Viele sagen, Makrolon wäre zu wählen. Aber Makrolon ist nur die Marke eines Polycarbonat (PC), das von einem anderen Hersteller auch als "Lexan" vertrieben wird. PC ist leichter als Glas und hat eine sehr gute Abriebfestigkeit, wenn es entsprechend beschichtet ist. Eine andere Alternative ist, was bekanntlich als "Plexiglas" vermarktet wird, chemisch als PMMA (Polymethylmetacrylat) bezeichnet. PMMA ist auch leicht, nicht ganz so kratzfest wie beschichtete PC aber sehr leicht biegbar und so auch für die Heckscheibe von Minis gut brauchbar. Die Witterungsbeständigkeit von PMMA ist sehr gut. Preislich liegt PMMA unterhalb von PC. Das Gerede, dass PC Sicherheitsglas wäre und PMMA nicht, ist Quatsch, denn beide Glassorten verhalten sich bei Bruch ähnlich und sind somit Sicherheitsglas.
Blech - die ganze Karosserie besteht aus Stahlblech, und Stahlblech besteht größtenteils aus Eisen, chemisches Kurzzeichen Fe von Ferrum, mit dem entsprechendem Gewicht von Eisen, so um die 7300 kg Masse pro Kubikmeter davon, je nach Zusammesetzung mal mehr oder weniger. Es bietet sich an, die Motorhaube und die Kofferklappe aus Glasfaser verstärktem Kunststoff (GfK) zu ersetzen. Das spart schon etliche Kilogramm ein. Es gibt auch Türen und ganze Fronten in GfK, aber ich persönlich mag das nicht so sehr, denn im Falle eines Crashs möchte ich doch so viel Metall wie möglich um mich herum haben, denn Metall absorbiert die Stoßenergie bei einem Unfall am besten. Ich habe die Beifahrertür ausgehöhlt und nur den Rahmen mit der Außenhaut gelassen. Die Beifahrertür ist weit genug entfernt, dass die Spritzwand und vor allem Sitzquerträger Energie absorbieren kann. Anders sehe ich das bei der Fahrertür. Die habe ich auch ausgehöhlt aber mit einem Alu-Träger von 40x40mm quer durch die ganze Tür verstärkt, sozusagen als Querstoßfänger im Falle eines Falles.
Im Innern gibt es nicht viel, das man machen kann, außer alle Sitze natürlich raus und einen leichten Wettbewerbssitz für den Fahrer, hier einer von Sparco. Der ist direkt mit der Konsole auf das Bodenblech geschraubt mit ordentlich großen Blechen von unten verstärkt, damit da im Unglück nichts durchreißen kann.

Weiter oben habe ich die Bremsanlage beschrieben. Die Aluminium Bremstrommels hinten sind auch nahezu die Hälfte vom Gewicht der gusseisernen und die Alu-Bremssättel sind ebenfalls beträchlich leichter als die aus Guss und tragen somit einen kleinen Teil zur Gewichtserleichterung bei.
In diesem Zusammenhang kann ein Zitat das Thema Gewicht beschließen, das Colin Chapman, der Gründer der Rennwagenschmiede Lotus, von sich gegeben haben soll: "More power makes you faster on the straights, saving weight makes you faster everywhere." Wie wahr!
Getriebe
Das Getriebe des Minis ist etwas außergewöhnlich, weil es, soweit ich es weiß, das einzige Auto ist, bei dem es unterhalb des Motors angebracht*) ist und sich das Schmieröl zusammen mit dem Motor teilt. Und es geht sogar so weit, dass das Getriebegehäuse sozusagen die Ölwanne für den Motor ist.
Warum das so konstuiert wurde lässt sich nur mutmaßen. Es ist sicherlich den beabsichtigt kleinen verfügbaren Dimensionen im Motorraum des Minis zuzuschreiben und der Tatsache, dass als Motor ein BMC-Serie-A-Motor verwendet wurde, den es schon etliche Jahre vor dem Mini gab, allerdings in Längsrichtung eingebaut: Austin A30/35/40, Morris Minor, Austin Healey Sprite etc.
Für ein seitliches Getriebe, wie heute bei modernen Fronttriebler üblich, war schlicht und ergreifend einfach kein Platz.
Die Funktionsweise des Getriebes allerdings, ist so wie bei anderen Getrieben auch, wenn auch normalerweise bei Getrieben, die in Längsrichtung eingebaut sind. Es ist ein Drei-Wellen-Getriebe: die Eingangswelle (First Motion Shaft), die in gleicher Flucht mit der Hauptwelle liegt, und die in der Hauptwelle gelagert ist, und die Hauptwelle (Main Shaft) und die Vorgelegewelle (Layshaft). Der Kraftfluss vom Motor, also der Kurbelwelle über die Kupplung, geht über die Zwischenräder auf die Getriebeeingangswelle, die von der Haupwelle getrennt ist und sogar, wie oben bereits erwähnt, in einer Aussparung in einem Ende der Haupwelle mit Nadeln gelagert ist. Diese Eingangswelle treibt i m m e r die Vorgelegewelle an, d.h. die Vorgelegewelle dreht sich immer mit, auch wenn sie beim 4. Gang nicht gebraucht wird, denn in diesem Fall wird der Synchronkörper für den 3. und 4. Gang über die Synchronzähne der Eingangswelle geschoben (mit dem Schaltstock) und verbindet so die Eingangswelle direkt mit der Hauptwelle kraftschlüssig. Oft wird deshalb der 4. Gang auch direkter Gang genannt, weil der Kraftfluss eben nicht den Weg über die Vorgelegewelle nimmt, sondern direkt von der Eingangswelle über die Hauptwelle an den Achsantrieb. Beide Synchronkörper sitzen fest auf der Hauptwelle, die einzelnen Gangräder sitzen drehbar auf der Hauptwelle. Die kraftschlüssige Verbindung der Zahnräder erfolgt nur über die Stellung der Synchronkörper über die kleinen Synchronzähne an jedem Zahnrad. Das folgende Bild zeigt das Schema von der Kurbelwelle über die Zwischenräder und der Getriebeeingangswelle und Hauptwelle, an deren Ende am Ausgang das kleine Ritzel des Achsantriebs fest verschraubt ist. Dort befindet sich übrigens auch der Abtrieb für die Tachowelle.
*) Zwischenzeitlich habe ich gelernt, dass der Peugeot 205 auch sein Getriebe unterhalb des Motors hat und auch einen gemeinsamen Schmierölhaushalt mit dem Motor hat, so ähnlich wie beim Mini.
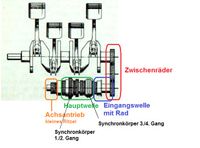
Was in diesem Schema fehlt ist zum Einen die Vorgelegewelle, die von der Eingangswelle angetrieben wird, und zum Anderen das große Zahnrad des Achsantriebs.
Die Synchronkörper sind zweigeteilt. Das innere Teil sitzt fest auf der Hauptwelle, und der äußere Ring ist axial verschiebbar, ist aber mit dem inneren Ring über Zahnnuten verbunden. Der äußere Ring ist über Schaltklauen, die vom Gangschalthebel bewegt werden, längs der Hauptwelle bewegbar und stülpt sich beim Gangeinlegen über die Schaltzähnchen, die sich an jedem Gangzahnrad links und rechts befinden, und somit eine kraftschlüssige Verbindung herstellt.

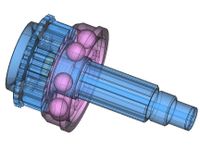
Hier die Getriebeeingangswelle mit Lager und Geradeverzahnung und dem Zahnkranz über den der Synchronkörper gestülpt wird wenn der 4. Gang gewählt wird. Rechts ein CAD-Entwurf des Bauteils.

Bevor wir uns jetzt weiter mit dem Getriebe befassen sollte die Frage erlaubt sein, warum wir denn überhaupt ein Getriebe zwischen Kurbelwelle und Kupplung und den Antriebswellen brauchen. Das allein liegt an der Charakteristik des allgemein üblichen Verbrennungsmotors nach dem Otto-Prinzip (zu dem auch der Diesel gehört). Anders als Elektromotoren, die ihr volles Drehmoment praktisch ab der Drehzahl Null zur Verfügung stellen, wird vom Otto-Motor ein brauchbares Drehmoment erst bei relativ hohen Drehzahlen abgegeben. Deshalb wird auch eine Kupplung benötigt (einen Drehzahlwandler), denn es muss erst ein Drehzahl von jenseits der 1000 pro Minute mit dem Gaspedal erzeugt werden, bevor der Antrieb langsam eingekuppelt wird. Darunter tut sich nicht sehr viel mit Drehmoment, und das maximale Drehmoment eines Mini-Motors entsteht je nach Motorentyp zwischen 4000 und 7000 Umdrehungen des Motors. Und weil ein brauchbares Drehmoment nur in einem relativ kleinen Drehzahlband zur Verfügung steht, versucht man mit den jeweiligen Getriebeabstufungen in den günstigsten Drehzahlbereichen zu fahren. Das kann für möglichst geringen Verbrauch ein anderes Drehzahlband sein als für maximale Beschleunigung und Leistung. Das ist auch der Grund für den Trend bei modernen Autos möglichst viele Gänge zu haben, und beim neuesten ZF-Automatik-HP9-Getriebe sind es derzeit 9 Gänge, die da automatisch über eine Steuerelektronik geschaltet werden.
Wie vorher bereits angedeutet, ist der 4. Gang normalerweise der direkte Gang, d.h. da wird in der Regel die Motordrehzahl direkt durchs die Hauptwelle auf den Achsantrieb durchgereicht. Die Gänge 1 bis 3 übersetzen nochmals die Drehzahl ins Langsame. Das Zahnrad und Ritzel des Achsantriebs übersetzen die Drehzahl der Haupwelle auf eine Drehzahl herunter, mit denen die Räder sich drehen können, da sind 4000 bis Umdrehungen pro Minute einfach zu viel.
Zu den einzelnen Übersetzugen der Gänge brauch hier nicht weiter eingegangen werden. Dazu gibt es im Internet Informaionen zu Hauf (beispielsweise Keith Calver oder als Tabelle hier ) und auch im ersten Buch von David Vizard. Da gibt es Unterschiede vom 3-Synchron- zu 4-Synchron-Getriebe. Wichtig zu wissen ist, dass es ein serienmäßiges schrägverzahntes Getriebe mit engerer Abstufung der einzelnen Gänge gab, und zwar das vom 1275GT. Früher eine preiswerte Methode für ein enggestuftes Getriebe, weil nur Eingangsrad und Vorgelegewelle getauscht werden musste, heute nahezu nicht mehr erhältlich. Enger gestuft heißt natürlich, dass die Drehzahlsprünge von Gang zu Gang kleiner sind. Das bekommt man aber nur über einen Kompromiss hin, indem der erste Gang dann natürlich höher liegt als sonst und somit das Anfahren eine höhere Drehzahl erfordert.
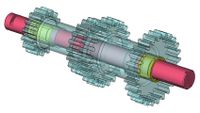
Außerdem gab es ein noch enger gestuftes Getriebe, dann aber mit gerade verzahnten Zahnrädern, so wie es in der CAD-Zeichnung oben dargestellt ist. Die Teilenr. dieses ganzen Zahnradsatzes war STN0076 und konnte über Leyland Special Tuning in Abingdon und den üblichen Teile-Händlern bezogen werden. Die Firma Jack Knight, lange Zeit der Hersteller dieser Getriebeteile, ist seit einiger Zeit nicht mehr aktiv. Die Umstände dafür sind unklar.
Warum geradeverzahnt oder schräge Verzahnung?
Hier ein paar Thesen, die nicht immer richtig sind:
1. gerade verzahnte Zahnräder sind einfacher herzustellen, die Herstellung schräger Verzahnung ist aufwendiger. Richtig.
2. gerade verzahnte Zahnräder sind stabiler als schrägverzahnte. Diese Aussage, die man immer wieder mal hört, stimmt nicht. Wenn das gleiche Material verwendet wird, sind schräg verzahnte Zahnräder besser in der Kraftverteilung, da immer mehr Zähne gleichzeitig im Eingriff sind als bei geraden Zahnrädern.
3. gerade Zahnräder sind lauter. Ja, das stimmt, das hängt damit zusammen, dass bei schräger Verzahnung wie vorher genannt mehr Zähne zugleich im Eingriff sind.
4. gerade Zähne haben weniger Reibung. Ja, das stimmt auch, aber der Vorteil hier ist äußerst gering
Ein großer Vorteil von gerade verzahnten Zahnrädern ist, dass sie keine axiale Kraft erzeugen. Schräg verzahnte Zahnräder versuchen immer sich gegenseitig wegzudrücken, weshalb eine Lagerung konzipiert werden muss um diese axialen Kräfte aufzunehmen. Das sind meistens Anlaufscheiben, die mit Lagermaterial (Kupfer, Bronze, Messing) beschichtet sind.
Gerade wegen der Geräuschentwicklung sind im Serienbau ausschließlich schräg verzahnte Getriebe gebräuchlich. Durch die großen Mengen sind die Preise dadurch wesentlich günstiger als für geradeverzahnte Getrieberäder, die ja immer in kleinen Mengen für eine bestimmte Anwendung hergestellt werden und damit wesentlich teurer sind.
Ein Wort zu den unterschiedlichen Getrieben bezogen auf die Schaltung der Gänge:
Es gibt drei Arten der Betätigung, am besten anhand der englischen Begriffe erklärt.
Magic Wand (also übersetzt: Zauberstab)
Remote Change ("Fern"-Schaltung)
Rod Change ("Stangen"-Schaltung)
Ich bezeichne die Magic-Wand als Krückstockschaltung, denn ein ganz langer Schalthebel ähnlich eines langen Stocks führt auf Höhe der Pedale durch das Bodenblech direkt ins Getriebe. War für Billig-Autos der 50er/60er normal, und der Mini gehörte ja zu dieser Gattung. Nicht sehr präzise in der Schaltstockführung, und für Motorsport sehr verpöhnt. Gibt es auch mittlerweile nur noch vereinzelt und bei alten 850er höchstens um der Originalität Rechnung zu tragen.
Die Remote-Schaltung war ein echt toller Wurf und kam mit den ersten Cooper-Modellen: ein langes Alu-Gehäuse ans Ende des Achsantriebsgehäuses festgeschraubt mit innenliegenden Schaltwellen und einem kurzen Schaltstock kurz vor den Sitzen. Sehr sportlich und präzise. Weiterer Vorteil, dass der lange Schalthals die gesamte Motor-Getriebe-Einheit gegen das Kippmoment abstützt. Untere Abstützknochen sind hierbei absolut nicht notwendig und wurden auch nicht verbaut. Gibt es für 3- und 4-Synchron-Getriebe. Der Schaltmechanismus ist sehr aufwendig gestaltet und damit sehr teuer. Das Getriebe baut auch mit abgeschraubten Schalthals weit nach hinten, so dass der Motor beim Aus- und Einbau stark nach hinten gekippt werden muss.
Selbst die 850-Super-DeLuxe-Modelle wurden wurden mit diesem Getriebe bestückt.
Wahrscheinlich um die Produktion schlanker zu machen wurden Anfang der 70er die Rod-Change-Getriebe eingeführt. Der Schalthebel sitzt ungefähr so wie beim Remote-Getriebe. Unter dem Bodenblech befindet sich eine Umlenkung, die die Bewegung des Hebels auf eine Stange überträgt. Eine weitere Stange stützt das Umlenkgehäuse gegen das Getriebe ab. Die beiden Stangen liegen frei. Die Schaltstange geht mit einem Simmering abgedichtet ins Getriebe. Die Stützstange ist gelenkig am Getriebe befestigt. Eine Momentabstützung ist so natürlich nicht hinzubekommen, so dass ein weiterer Knochen links zwischen Getriebe und Karosserie bzw. Hilfsrahmen das Moment aufnimmt. Das funktioniert aber nicht so gut wie mit dem langen Schalthals des Remote-Getriebes, d.h. der Motor kippt doch ein ganzes Stück mehr. Außerdem ist die Schaltmechanik hier viel einfacher gestaltet, mit viel weniger Teilen, deshalb ist der Teil des Getriebegehäuses, in dem das kleine Ritzel des Achsantriebs ist, fast leer. Der Ein- und Ausbau geht viel einfacher, weil der Motor nur ein wenig gekippt werden muss um ihn rauszuheben. Rod-Change gibt es nur mit 4-Synchro-Gangrädern.
Die Gangräder für Remote und Rod sind die gleichen, sofern es sich um 4-Synchro handelt. Ausnahme ist das Gangrad für den Rückwärtsgang, denn die Betätigung ist eine andere und erfordert ein unterschiedliches Design. Dafür muss man unterscheiden ob A+ oder Vor-A+, die sind nicht untereinander tauschbar.


Magic-Wand-Differentialdeckel. Hier geht der Diff-Deckel für Remote
Krückstock rein.


A c h s a n t r i e b
Früher sagte ich dazu immer Endübersetzung in Anlehnung an den englischen Begriff 'Final Drive', was die Achsübersetzung ja eigentlich auch ist. Mechanisch gesehen wird die ganze Übersetzungskette noch einmal mit der Übersetzung des Achsantriebs multipliziert und ergibt so die Drehzahl der Antriebswellen und der angetriebenen Räder (und im Fall der Minis auch normalerweise der nichtangetriebenen Räder, aber das muss ja nicht so sein, denn es gibt genügend Fahrzeuge, bei denen die Räder vorne und hinten unterschiedlich groß sind). Und bei Antriebsschlupf, den es immer gibt, drehen sich die angetriebenen Räder ohnehin schneller als die nicht angetriebenen.
Einen geradeverzahnten Achsantrieb zeigt das letzte Bild weiter oben.
Serienmäßig gab und gibt es für den Mini eine ganze Anzahl unterschiedlicher Achsübersetzungen von 2,7 (sehr lange Übersetzung) bis 4,333 (sehr kurz). Für spezielle Anwendungen gehen die Achsübersetzungen bis 4,7 (das bedeutet, dass bei einer Umdrehung des großen Ritzels das kleine sich 4,7 mal dreht). Die kurzen serienmäßigen Übersetzungen stammen aber nicht von Minis, sondern von den Modellen Austin/Morris/MG 1100/1300 (den sog. ADO16-Modellen) oder dem Allegro, die alle den Serie-A-Motor mit unten angeflanschtem Getriebe hatten. Wenn man sich die Multiplikation der Getriebe-Übersetzung mal so richtig in Ruhe vorstellt, merkt man, dass man mit der Wahl des Achsantriebs die Spreizungen der einzelnen Gänge eines Getriebes stauchen oder strecken kann. Beim Stauchen werden automatisch die Drehzahlsprünge der Getriebegänge kleiner, und beim Strecken werden sie größer.
Aber warum dann überhaupt verschiedene Achsübersetzungen? Nun, das ist eine Frage, die mehrere Komponenten enthält. Grundsätzlich möchte man ein Fahrgefühl haben, dass das Auto spritzig und dynamisch daherkommt. Dazu wäre eine kurze Achse prima, aber auf der anderen Seite soll der Motor ja nicht zu hoch drehen, zum Einen wegen der Geräuschentwicklung und zum Anderen wegen des Benzinverbrauchs. Das Auswählen des Achsantriebs ist also ein Kompromiss. Die kurze Achse beim Allegro ist so zu verstehen, dass der Allegro sehr viel schwerer war als der Mini, dafür hatte er aber viel größere Räder und somit war der Kompromiss eben die 4,133- oder 4,333-Achse. Mit den Vorgaben der EU zur Geräusch-Emission und des Kraftstoffverbrauchs wurden beim Mini über die Jahre die Achsübersetzungen immer länger, z.B. beim 1000er Mini von ursprünglich 3,44 auf 2,9. Der Beschleunigung ist eine lange Achse abträglich, aber bei gleichen Geschwindigkeiten dreht der Motor langsamer, wird dadurch leiser und verbraucht weniger.
Im Motorsport ist Verbrauch und Geräusch eher nicht ganz so wichtig, deshalb sind dort fast immer die kurzen Achsen von Vorteil. Aber auch hier muss ein Kompromiss zwischen Beschleunigung und Endgeschwindigkeit gefunden werden, denn unter Umständen kann mit einer längeren Achse die errechnete Endgeschwindigkeit wegen der Roll- und Aerodynamik-Widerstände gar nicht erreicht werden.
In der Vor-Internet-Zeit habe ich mir die einzelnen Kombinationen auf Millimeterpapier aufgezeichnet um zu bewerten, welcher der beste Kompromiss für meine Anwendung wäre:
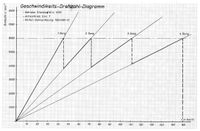
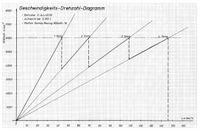
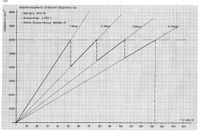
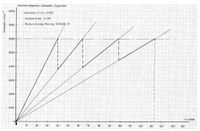
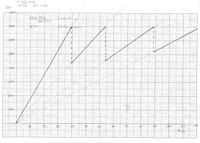
Das Diagramm Nr. 5 ist besonders interessant, weil es einen extrem kurzen Achsantrieb von 4,6 zeigt in Verbindung mit einem Zwischenrädersatz (DG heißt Drop Gear), der noch vor dem Getriebeeingang die Motor-Drehzahl ins Langsame übersetzt. Und weil Übersetzungen multipliziert werden, ist der effektive Gesamt-Übersetzung an der Achse im direkten Gang
4,6 * 1,044 = 4,8
Eine derart kurze Überetzung ist nur für kurze Bergrennen interessant und in Verbindung mit einem hochdrehenden Motor. Und genau das war die Kombination, für die das Getriebe konzipiert worden ist: ein 970S-Kurzhubmotor für Bergrennen, der theoretisch bis 9000/min drehen sollte.
Die Bezeichnung C-AJJ4032 bedeutet das schrägverzahnte enggestufte Getriebe vom Cooper S/1275GT und
STN76 das geradeverzahnte enggestufte Getriebe von Leyland ST.
An den Diagrammen 3 und 4 sieht man sehr gut, dass das schrägverzahnte enggestufte Getriebe die Spreitzung doch um einiges größer hat als das gerade verzahnte Getriebe. Der erste Gang beim schrägverzahnten Getriebe ist viel kürzer, was das Getriebe besonders für Bergrennen interessant macht, weil man ja mit stehendem Start gegen die Uhr fährt, und da kann man den kurzen ersten Gang gut gebrauchen.
Heute braucht man sich die ganze Arbeit nicht mehr zu machen, denn selbst die Daten in ein Tabellen-Kalkulationsprogramm zu geben ist mehr Aufwand als z.B. diese Seite aufzurufen und sich die Diagramme anzeigen zu lassen.
Diagramme in ähnlicher Form lassen sich auch über das Programm 'Optimum Lap' erstellen:
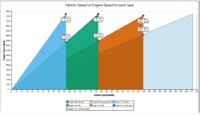
oder auch die Vortriebskraft über der Geschwindigkeit:
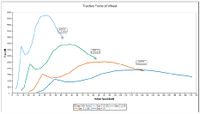
Am letzten Diagramm sieht man die Verbindung zum Leistungsdiagramm des Motors, denn die Kurven bilden im jeden Gang das Drehzahlverhalten des Motors ab.
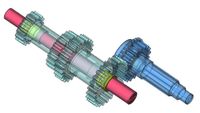
Abschließend noch ein Wort zur Drehrichtung des Motors. Wenn das große Ritzel des Achsantriebs sich nach vorne dreht (wie die Räder), muss die Hauptwelle, an dessen Ende sich ja das kleine Ritzel des Achsantriebs befindet, sich rückwärts drehen. Eine Drehrichtungsumkehr findet in den Zwischenrädern nicht statt (drei Zahnräder involviert). Das bedeutet, dass die Kurbelwelle sich auch rückwärts drehen muss oder anders ausgedrückt, wenn man die Kühlerseite als vorne und die Kupplungsseite als hinten betrachtet, der Motor links herum läuft.
Sperrdifferential (Limited Slip Differential)
Zu diesem Thema werden wir nicht allzusehr viel lesen, denn die Funktion von Sperren kann man gut überall nachlesen.
Die anfänglich für Mini durch BMC Special Tuning lieferbare Sperre war eine Gleitsteinsperre (leider ein sehr unscharfes Bild), englisch Pawl LSD. Die Steine auf der linken Bildseite können sich bei kleinen Drehzahlunterschieden rechts/links sehr leicht über die Wellen (sichtbar auf der rechten Seite) bewegen. Bei großen Drehzahlunterschieden, also ein Rad versucht durchzudrehen, schaffen es die Steine nicht mehr über die Wellenberge zu kommen und klemmen fest, und beide Seiten sind zu 100% gesperrt. D.h., selbst wenn ein Rad in der Luft ist, bekommt das andere Rad die volle Vortriebskraft.
Diese Gleitsteinsperren sind allgemein sehr aus der Mode gekommen. Es sind zwei Gründe, die dazu führten. Einmal das ruckartige "Einschalten" der Sperrwirkung, was gerade beim Frontantrieb wie beim Mini sehr unangenehm wenn nicht sogar gefährlich war. Zum Anderen der Verschleiß der Gleitsteine, der enorm war und so häufiges Wechseln verursachte. Und das geht beim Mini eben nur über Ausbau der kompletten Motor-Getriebe-Einheit. Ein Vorteil dieser Sperre speziell beim Mini war, dass man die serienmäßige Achs-Zahnräder nehmen konnte. Alle anderen Sperren benötigen speziell geformte bzw. bearbeitete große Ritzel, die dann eben relativ teuer sind.
Eine andere, weit verbreitete Sperre ist die Salisbury PowrLok. Diese geht auf eine Konstruktion zurück, die ursprünglich von der amerikanischen Firma DANA das erste Mal entwickelt wurde. Hier ist eine Antriebswelle an einen äußeren Käfig befestigt, die andere Antriebswelle an einen inneren. Abwechselnd werden jeweils Gleitscheiben einmal an die innere Welle und den äußeren Käfig mit Nuten/Federn axial beweglich befestigt. Bei Drehmomentunterschieden zwischen den Antriebswellen werden die Scheiben zusammen gepresst und hemmen ein Durchgleiten, so dass ein Teil des Drehmoments an das sich nicht durchdrehende Rad geleitet wird. Durch die Wahl verschiedener Anzahl dieser Reibscheiben kann die Sperrwirkung eingestellt werden. Die Sperrwirkung setzt nicht so plötzlich wie bei der Gleitsteinsperre ein, ist damit also wesentlich "anwenderfreundlicher". Nachteil, wie bereits oben erwähnt, die Notwendigkeit spezieller Achsantriebszahnräder.
Die Tran-X-Sperre von Quaife ist übrigens eine Variante der DANA-Lamellen-Sperre.


Hierzu passend ein schöner Film:
Im Mini geht alles eng zu, hier beim Sperrdifferential so eng, dass es ohne Modifikation nicht hineinpasst. Die Schrauben der Befestigung des großen Tellerrads stoßen normalerweise an die Verdickungen des Diff-Deckels an, so dass man dort etwas Material entfernen muss, ohne in die Bohrungen zu gelangen. Ich habe sowohl die Befestigungsschrauben ein wenig abgeflacht um dadurch so wenig Aluminium wie nötig aus dem Deckel wegzufräsen. Die folgenden Bilder zeigen das besser als Worte.



Bei manchen Getriebengehäusen braucht keine Anpassung für das Sperrdifferential gefräst werden, bei anderen schon. Die Problemzonen, bei denen allein die Schrauben am Gehäuse anstoßen, müssen weggeschliffen werden, bis dass das Differential frei drehen kann. Das Bild unten zeigt ein modifiziertes Getriebegehäuse.

Als nächtes sind die Achsstummel, auf die man achten muss, abhängig von den benutzten inneren Antriebswellengelenken, also entweder die inneren Gleichlauf- oder die Hardy-Spicer-Kreuzgelenke. Entsprechende Achsstummel sind erhältlich, auf dem folgenden Foto oben die Hardy-Spicer-Wellen und unten die für die Gleichlaufgelenke. Anderswo habe ich beschrieben, dass man mit Adaptern einen Übergang von Gleichlauf-Stummeln zu Hardy-Spicer-Gelenken hinbekommt.

Die Achsdeckel rechts und links sind unterschiedlich zu Hardy-Spicer und Gleichlaufgelenk, indem die Durchmesser der Wellen bei den Hardy-Spicer größer sind. Die Deckel sind also nicht austauschbar. Hinzu kommt, dass es noch keine Rod-Change-Getriebe zu Zeiten von den Hardy-Spicer-Gelenken gegeben hat, denn auf der rechten Seite ist bei den Rod-Change-Getrieben eine Zunge in den Achsdeckel eingegossen, die auf die Feder mit einer Kugel drück, damit man eine bessere Rückmeldung erhält, ob ein Gang eingelegt ist oder nicht. Das war bei den Remote-Getrieben anders umgesetzt, d.h. die nötigen Deckel mit den größeren Durchmesser haben normalerweise diese Zunge nicht. Zur Zeit gibt es, soweit ich weiß, nur Mini Spares London, die einen entsprechend modifizierten Deckel für die Kombination Hardy-Spicer Ausgangswelle mit Rod-Change-Getriebe anbieten.


Oben und rechts sieht man die Zunge, die, so scheint es, aus einem Rod-Change-Deckel abgesägt worden ist und an einen Hardy-Spicer-Deckel angeschweißt wurde.
Vergaser
SU (der Name kommt von Skinner Union, so hieß die Firma ursprünglich)
Ein wichtiges Kapitel ist die Gemischversorgung, das nicht vergessen werden darf. Lange Zeit wurden die Minis nur mit SU-Vergasern werksmäßig ausgerüstet. Im Teil zu den Serienwagen bin ich ja kurz auf die Einzelvergaser eingegangen.
Erst im fortgeschrittenen Mini-Alter wurden aufgrund der strengeren Abgasgesetze in Europa die alten Motoren mit Einspritzanlagen ausgerüstet, zuerst mit der Single-Point-Einspritzung (SPi) und kurz vor Ende der Produktionszeit sogar mit der Zweipunkteinspritzung, ein wenig großspurig auch Multi-Point-Einspritzung (MPi) genannt.
Um den Luftbedarf des Motors mit dem modifiziertem Zylinderkopf und den bei den Veranstaltungen doch relativ höheren Drehzahlen zu begegnen, kamen die nächsten Schritte in Betracht. Zuerst war es eine Zweivergaseranlage mit zwei SU HS2, so wie sie im Cooper, Cooper S und dem Innocenti Cooper 1300. Eine solche Anlage konnte ich aus einer Anzeige in der Mini-Zeitung relativ günstig erwerben. Sie stammte offensichtlich aus einem Innocenti 1300, denn diese italienisch/belgischen Minis waren schon eine Weile auf dem Markt und auch schon wieder davon verschwunden, aber Einzelteile fanden den Weg in die Verkaufsspalten der entsprechenden Zeitungen. Außerdem waren die Nadeln schwimmend im Kolben gelagert, was die Zweifach-HS2 der ursprünglichen Cooper-Motoren nicht waren; und man kann auf den unten gezeigten Bilder erkennen, dass der vergaserseitige Anschluss am Krümmer sehr breit ist, so dass theoretisch auch die diagonalen Flansche der HS4-Vergaser drauf Platz hätten. Die ursprünglichen Ansaugkrümmer für die Cooper-Modelle hatten Flansche, auf die nur die HS2-Vergaser passten.
Sämtliche Öffnungen für den Unterdruck zum Bremskraftverstärker im Krümmer bzw. die beiden Anschlüsse für die Leitungen der Kurbelgehäusedämpfe in die Vergaser wurden natürlich luftdicht verschlossen. Die Nadeln sind AAP, und es ist legitim anzunehmen, dass der Luftbedarf eines 1275 Innocenti Cooper in etwa so wie der eines getunten 998 Mini ist, also sollte das passen mit den Nadeln.


Zweifach-HS2
Der Einbau war verhältnismäßig einfach, wenn man gleichzeitig den Auspuffkrümmer austauschte, denn die serienmäßigen SU HS2 und HS4 sitzen auf einem kombinierten Einlass- und Auslasskrümmer, das als ein einziges Guss-Stück gefertigt ist. In diesem Fall wurde gleich ein LCB (Long Centre Branch) - Auspuffkrümmer in der Variante für Small-Bore-Motoren genommen. Die Rohre dieses LCB sind im Durchmesser kleiner, was den Gasgeschwindigkeiten bei den kleinen Motoren zugute kommt. Außerdem ist dieser LCB von der Höhe niedriger, weil die Motorenblöcke der kleinen Hubräume auch nicht so hoch sind wie bei den 1275 cm³-Motoren.
Eine solche Zwei-Vergaseranlage muss synchronisiert werden, d.h. beide Vergaser müssen die gleiche Menge Luft ansaugen, damit die jeweils zwei Zylinder, die von einem Vergaser versorgt sind die gleiche Füllung von Luft/Kraftstoff bekommen und so beide Paare die gleiche Leistung abgeben. Die Werkstatt-Handbuch-Methode mit dem Schlauch im Ansaugkanal und dem Ende im Ohr, um die gleichen Sauggeräusche in beiden Kanälen zu "messen" ist mir nie richtig gelungen, so dass ich auf einen Sychro-Tester wie er auch in Werkstätten benutzt wird, nämlich den von MotoMeter. Der zeigt den Unterdruck anhand eines schwebenden Kolbens genau an und ist leicht zu bedienen.

Es gibt nur ein Bild, das den Mini mit dieser 2xHS2-Anlage zeigt, was darauf hindeutet, dass sie nur eine relativ kurze Zeit im Mini Dienst getan hatte, weil...

...ich in dieser Zeit ein Teile-Sonderangebotsblatt von MiniSport bekam, in dem eine sehr preiswerte 2xHS4-Vergaserbestückung angeboten wurde, die "shop-soiled", also frei übersetzt ein paar Lagerspuren aufwies, aber technisch voll okay war. Die kaufte ich. Nicht dabei war ein Krümmer.
Also wurde dieser Ansaugkrümmer bei Ripspeed beschafft, annonciert als Mangoletsi-Krümmer für den Mini passend und für 2xHS4:
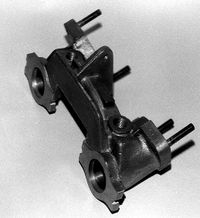

Links der Krümmer und rechts die gesamte Anlage mit offset-K&N-Luftfiltern, die das Loch für den Ansaugkanal nicht mittig haben, denn das passt beim Mini nicht. Beim Einbauversuch stellte sich aber heraus, dass die ganze Anlage mit diesem Ansaugkrümmer viel zu tief nach hinten baute, so dass die Schwimmerkammern an der Quertraverse im Motorraum anstießen. So passte es also nicht, und ich begab mich auf die Suche nach einer Alternative.
Zur Rettung hier mal wieder der Anzeigenteil der Mini-Zeitung, denn jemand bot einen Krümmer an, wie der, den ich für die 2xHS2-Anlage hatte, aber die Stehbolzen schon für die diagonalen Anschlüsse der HS4-Vergaser an den richtigen Stellen montiert:

Diese Anlage wurde nun weiter "gepimpt", indem zunächst einmal die Luftfilter "stub stacks"erhielten, das sind so Aluminium-Wülste rund um die Einlassbohrung als Ansaugtrichter gedacht, denn ohne diese Trichter schnürt die angesaugte Luftmasse an dem 90°-Knick ein und verringert sozusagen den Einlassquerschnitt: nicht gut. Je großzügiger die Krümmung, um so besser für den Luftmassenstrom in die Vergaser.


Stub-stack für HS4, offset, wie sie früher waren, und rechtes wie sie heute angeboten werden
Leider werden heutzutage die Stub-Stacks nur noch in kleiner Ausführung angeboten, mit einem relativ scharfen Rand, was meiner Meinung nach ein Rückschritt gegenüber der alten Aussführung mit den großen Radien ist.
Dann griff ich in Bezug auf die Drosselklappen und die zugehörige Welle eine Idee von David Vizard auf (obwohl vorher bereits Clive Trickey eine ähnliche Idee in seinen kleinen Büchlein veröffentlicht hatte). Die Drosselklappe und -Welle ist natürlich das größte Hindernis im Luftstrom, aber man kommt eben nicht ohne sie aus. DV hatte komplett eine Hälfte der Drosselklappenwelle weggenommen und die Drosselklappe selbst strömungsgünstiger geformt. So weit wollte ich nicht gehen.

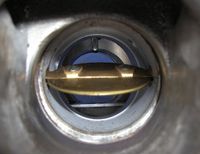
Auf den beiden Bildern oben ist sichtbar, dass die Welle zu einer ovalen Form gefeilt worden ist, wobei das Gewinde für die Halteschrauben der Drosselklappe erhalten blieb. Das schien mir sicherer gegen das Herausfallen der Schrauben zu sein als die radikale Lösung von David Vizard. Die Drosseklappen wurden an den Rändern abgerundet, um die Luftströmung zu verbessern gegenüber den scharfen Kanten der Serienklappen.
Die benutzten Nadeln waren die mit der Bezeichnung "AAA" und blauen Dämpferfedern.
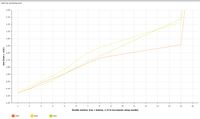
Im Diagramm oben kann man erkennen, dass die AAA im unteren bis mittleren Drehzahlbereich das Gemisch fetter werden lässt und sich erst, wenn sie voll ausgefahren ist, der AAU annähert. Die AAR hier nur zum Vergleich. Für das Erstellen des Diagramms Danke an Mintylamb.
Diese Vergaseranlage wurde sehr lange auf dem Mini gefahren, alle ONS-Bergrennen, die Läufe zur STT und zur VLN. Bei der VLN lag der Benzinverbrauch bei ca. 16 bis 17 Liter auf 100 km. Das kann so ziemlich genau gesagt werden, denn man musste ja immer ausrechnen, wie viele Runden zwischen einem Tankstopp liegen durften.
Die Einstellung des Gemischs wurde mittels der Gunsons Colortune Plugs vorgenommen, das sind durchsichtige Zündkerzen, die nur kurzzeitig für die Einstellung eingebaut werden. Mageres Gemisch hat eine blaue Verbrennungsfarbe, während fettes Gemisch gelblich-orange leuchtet. Die beste Einstellung für maximale Leistung ist die an der Grenze vom blauen zu orangen Licht. Diese Einstellung gilt natürlich nur für den Leerlauf, aber die Kontrolle nach den Läufen an den Zündkerzen ergab, dass die Einstellung mehr oder weniger richig war.
So sehen die Colortune Plugs aus, das Gewinde passt direkt in den Mini. Nicht zu fest einschrauben!


Im Download-Bereich gibt es ein paar Unterlagen zu den Gunson's Color Plugs.
Weber
Ein Weber DCOE ist meiner Meinung nach schon das Nonplusultra für einen Mini-Motor für den Motorsport, wenn man nicht unbedingt eine Einspritzanlage nehmen möchte, weil letztere nicht ganz einfach zu bekommen und einzustellen sind. Außerdem finde ich, dass so ein DCOE ein richtig technisches Kunstwerk ist, und einfach gut aussieht. Es wird seinen Grund haben, dass so viele Sport- und Rennmotoren vor dem Durchbruch der elektronischen Einspritzanlagen mit Weber-Vergasern bestückt waren und im Falle der Mini-Miglia-Rennen immer noch sind.
Es gibt allerdings Argumente, die gegen einen Weber-Querstromvergaser sprechen. Da ist zunächst der Preis, denn gerade zu jener Zeit, als ich mit einem Weber liebäugelte, waren sie immer noch verhältnismäßig teuer. Und dann ist auf jeden Fall die Notwendigkeit der Karosserieveränderung, denn ein Weber braucht viel Platz, und der muss durch Änderung des Spritzblechs geschaffen werden. D.h., es muss ein Kasten in die Mitte eingebaut werden, damit der Weber mit einem ausreichend langem Ansaugkrümmer montiert werden kann. In der alten FIA-Gruppe-2 bis 1972 war das jedenfalls nicht möglich die Karosserie an dieser Stelle zu verändern.
Wie es bei mir oft der Fall ist, habe ich die Einzelteile über einen längeren Zeitraum zusammen getragen, immer dort, wo ich meinte, dass sie preiswert zu bekommen waren. Bei den Miglias, die ich oft in England oder in Spa gesehen hatte, waren die Stahlansaugkrümmer von Maniflow sehr verbreitet. Ich glaube, beim Mini-Treffen in Bremen hatte MiniMania einen solchen Krümmer in der Länge von 3,75 Zoll und mit der Teilenr. C-AHT777 auf dem Tisch liegen. Der sah so aus wie der von den Miglias, also habe ich den genommen.
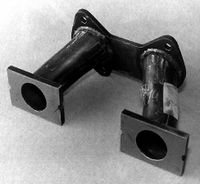
Den 45DCOE bekam ich dann etwas später zufälligerweise. Ich war seinerzeit Mitglied im Mini Register von Deutschland, und der 1. Vorsitzende wohnte in Köln und hatte eines Tages die heere Idee zum Autojumble nach Beaulieu zu fahren, ein riesiger Teile-Flohmarkt im Süden Englands, morgens hin und abends dann wieder zurück. Ein irrer Vorschlag, aber wir machten das. Angekommen und nicht schlecht gestaunt, Ersatzteile ohne Ende bis zum Horizont. Man konnte gar nicht alles sehen, so viele Händler waren da. Auf jeden Fall hielt ich meine Augen offen für einen 45DCOE. Aber genau der Vergaser war so gut wie nicht vorhanden. Dann erblickte ich einen Vergaser, der aber nicht komplett war, und er wollte £60 dafür haben, damals knapp um die DM 200,-. Ich habe ihn zuerst liegen lassen, weil ich sehen wollte, ob noch jemand anders einen hatte. Das war aber nicht der Fall, also wieder kurz vor der Rückfahrt zu diesem Stand und gekauft. Preislich ging leider nichts mehr, und der Händer sagte noch: "Don't put it on a Mini!". Jedenfalls hatte ich einen 45DCOE, auch wenn da etliche Teile fehlten.
In Ermangelung des noch nicht existierenden Internets war nun die Frage, wo ich am besten die fehlenden Teile für den Vergaser her bekam und noch viel interessanter, welche Düsenbestückungen am besten wären. Für ersteren Fall bemühte ich die Anzeigenseiten der englischen Zeitschrift 'Cars and Car Conversions', bei denen sich herausstellte, dass die Chris Montague Carburettor Company in London wohl eine gute Adresse wäre. Chris Montague übrigens selbst ein Mini-Racer. Ein schönes Bild von ihm und seinem Mini beim 6h-Tourenwagen-Europapokal am Ring 1972 in Chris Haveys Mini-Buch. Für die zweite Frage konsultierte ich sämtliche in Bezug auf Vergaser bei mir in Besitz befindliche Literatur.
Das Ergebnis war folgende Tabelle:
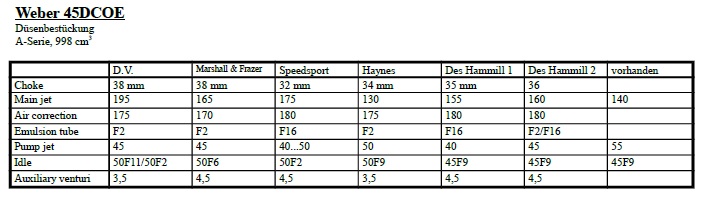
Das Speedsport-Buch ist das älteste und stammt aus den 1960er Jahren, das Buch von Marshall und Frazer aus Ende '69 bis Anfang '70. Also eine bunte Palette von Büchern und auch Werten. Ausgesucht, bei Chris Montague bestellt und eingebaut habe ich dann die Bestückungsempfehlung von David Vizard.



Im ersten Bild links die Düsen zerlegt, von oben: Düsenstockhalter, Luftkorrekturdüse, Mischrohr, und unten die Hauptdüse. Rechts im Bild die Leerlaufdüse mit ihrem Halter. Im mittleren Foto beides zusammengebaut. Und im rechten Bild ein Blick in den Vergaser, dort wo die Düsen eingeschraubt werden, für jede Seite des Vergasers jeweils eine.
Im den folgenden Fotos ist die Düse für die Beschleunigungspumpe (pump jet) und deren Lage gezeigt. Wenn das Gaspedal gedrückt wird spritzt die Beschleunigungspumpe Kraftstoff über diese Düse in das Ansaugrohr und fettet das Gemisch so an, weil genau in diesem Übergangsbereich mehr Kraftstoff benötigt wird.



Die Pumpe wirkt eigentlich schon so wie eine kleine Einspritzanlage, denn genau das macht eine Einspritzanlage auch. Die Pumpe spritzt auch Benzin in den Kanal, wenn der Motor steht und das Gaspedal betätigt wird. Daher ergibt sich normalerweise die Notwendigkeit einer separaten Startanreicherung, die der Weber zwar auch hat, aber mit ein wenig Pumpen reichert sich das Gemisch vor dem Starten genug an um zündfähig zu sein.
Auf den zwei Bildern oben rechts sieht man auch, dass der Vergaser nicht fest auf den Krümmer geschraubt ist. Das sollte beim Weber absolut vermieden werden. Zwischen Vergaser und Krümmer befinden sich Sandwichscheiben von Misab, und die Schrauben sind auf beiden Seiten mit großen Federscheiben und selbstsichernden Muttern versehen, damit eine gewisse Flexibilität erhalten bleibt.

Im Saugrohr selbst, noch vor der Drosselklappe, sind in Richtung der Luftströmung zunächst der Zerstäuber (Auxiliary Venturi) und dann der Lufttrichter (Choke), der strömungstechnisch eine Venturi-Düse ist. Laut den Naturgesetzen, die als erste der Schweizer Mathematiker Bernoulli (die ganze Bernoulli-Sippe waren Forscher, es ist nicht wichtig, welcher von denen es genau war) erforscht hatte, erzeugt ein Fluid, und dazu gehört auch die Luft, einen Unterdruck, wenn sie beschleunigt wird. Und an der Verengung des Lufttrichters muss die Luft schneller werden, denn die Masse Luft, die vorne rein kommt, muss auch hinten wieder raus kommen, und das schafft sie nur, wenn an der engsten Stelle der Luftmassenstrom schneller wird. Und dies bedeutet wiederum Unterdruck, der das Benzin in den Kanal saugt. Nach diesem Prinzip werkeln alle Vergaser, nicht nur der Weber. Und Flugzeugtragflächen und Groundeffekt-Fahrzeuge nutzen auch diese Gesetzmäßigkeit.


Zerstäuber-Düse


Lufttricher hier in einer Ausführung mit 32 mm
Chris Montague hatte auch ein mir sehr vernünftig scheinendes Gasgestänge in seiner Palette, die er unter dem Namen TIMAVO vertrieb. Bei englischen Autorennen war es Pflicht, zwei Gaszüge vom Pedal bis zum Vergaser zu haben, also war das hier auch so konstruiert.

Natürlich durfte ein K&N-Luftfilter nicht fehlen. Allerdings schienen mir die normalen Ansaugtrichter dem Rückdeckel zu nahe zu kommen, so dass ich meinte, dies würde die Luftzufuhr zu sehr einschnüren. Nun, für den Weber gibt es Ansaugtrichter in unterschiedlichen Länge, also besorgte ich zwei die eine Nummer kürzer waren.

Nun vertreten viele Motorenbauer die Ansicht, nach allen diesen Umbauten müssen eine Session auf einem Rollenprüfstand erfolgen um den Vergaser und die Zündung aufeinander abzustimmen. Grundsätzlich bin auch ich dieser Meinung aber ich habe mir überlegt, dass auch ein Prüfstandslauf nicht die Wirklichkeit richtig abbilden kann. Bezogen auf die Vergasereinstellung bzw. die Düsenbestückung des Vergasers bin ich auf die Idee gekommen, das im Rennbetrieb zu beobachten. Es gibt die Möglichkeit, mit einer Lambda-Sonde im Auspuffkrümmer im Cockpit eine Anzeige zu installieren, die das richtige Luft/Kraftstoff-Gemisch anzeigt.
Hierzu beschaffte ich mir ein Anzeigegerät der Firma K&N, das über ein farbiges LED-Band das Kraftstoffverhältnis anzeigt, und zwar immer. Zur idealen Verbrennung des Kraftstoffs ist für eine Masse von 1kg Benzin 14,7kg Luft notwendig, das entspricht einem Lambda von 1. Für eine größtmöglich Leistungs abgabe des Motors ist ein wenig Benzinüberschuss notwendig, also ein Lambda von 0,86 wird im Allgemeinen als der dazu gehörige Wert betrachtet, das sind 12,6 bis 12,7 kg Luft auf 1kg Kraftstoff. Das Diodenband müsste also im Idealfall zwischen der 9. und 10. Diode grün aufleuchten.

Im Eifer des Renngefechts kann man zwar nicht ständig auf die Anzeige schauen, aber z.B. auf der langen Gegengeraden in Zolder zur Zufahrt zur Schikane ist Zeit genug mal draufzuschauen. Immer, wenn ich einen Blick auf die Anzeige werfen konnte, zeigte sie genau die richtige Zusammensetzung des Gemisch an, also ein wenig fetter als zur Verbrennung des Benzins nötig.
Das war für mich genug Beweis, dass die Düsenempfehlung von David Vizard eine Richtige gewesen ist. Nach dem Rennen wurden regelmäßig die Kerzen überprüft, die auch einen leicht braunen Überzug zeigten, also alles gut soweit.
Den Unterschied zwischen SU- und Weber-Vergaser hatte ich mir allerdings nicht so krass vorgestellt. Der Motor hatte merklich mehr "Bums" mit der Änderung des Vergasers bekommen. Ich habe das mal so formuliert: Der Weber hat aus dem recht flotten Motor erst einen richtigen Rennmotor gemacht.
Allerdings, wie bereits geschildert, erfordert der Einbau eines Weber Querstromvergasers wie der DCOE einer ist, eine Veränderung der Karosserie im Bereich des Instrumenten-Querträger-Blechs.

Ein Wort zum Kraftstoffverbrauch: der stieg gegenüber der SU-Bestückung nun auf 25...27 Liter auf 100 km.
Zum Abschluss des Vergaser-Teils wiederhole ich noch einmal meine Meinung, dass ich den Weber-Vergaser für ein wahres Kunstwerk halte und möchte das mit dem folgenden Foto eines 40DCOE, der sich nur marginal von einem 45DCOE unterscheidet, unterstreichen.

Mittlerweile gibt es Kopien aus Fernost der Weber-Vergaser mit der Bezeichnung FAJS und sehen den Original-Weber-Vergaser täuschend ähnlich. Mir ist davon noch keiner zwischen die Finger gekommen, daher kann ich über die Qualität dieser Kopien nichts sagen, außer, dass durch den allgemeinen Einspritzer-Boom die Weber derzeit relativ günstig gehandelt werden und beiweitem nicht mehr so einen hohen Kurs haben wie es früher mal gewesen ist. Allerdings werden die aktuellen "Original"-Weber-Vergaser auch nicht mehr im italienischen Bologna produziert, sondern kommen aus Spanien.
Nachtrag: ich konnte einen chinesischen 45DCOE relativ preiswert bekommen und habe bei "Dies und Das" darüber etwas geschrieben.
Zündung
Der Otto- ist im Vergleich zum Diesel-Motor, der ja ein Selbstzünder ist, ein fremdgezündeter Motor, bei dem das Kraftstoff-Luft-Gemisch zu einem bestimmten Zeitpunkt über eine Zündkerze entflammt werden muss. Die Motorenbauer sprechen hier nicht von einer Explosion, sondern von einer kontinuierlichen Verbrennung, die eine bestimmte Zeit benötigt. Der Zündfunkte selbst wird in der sog. Zündspule erzeugt, die nichts anderes als ein Transformator darstellt. Eine Unterbrechung mittles eines Schalters im Niederspannungskreis, idR 12V, induziert im Hochspannungskreis genau das, nämlich Hochspannung von einigen zehntausend Volt. Und diese Hochspannung lässt an den Elektroden der Zündkerze einen Funken überspringen, der dann das Gemisch zündet. Dieser kleine Schalter sitzt im Verteiler und wird Kontakt genannt, und beim Vierzylinder sitzen auf der Verteilerwelle, die vom Mini von der Nockenwelle angetrieben wird, vier Erhebungen, Verteilernocken genannt, die den Schalter eben bei einer ganzen Umdrehung der Verteilerwelle vier Mal anhebt und so den Stromfluss im Niederspannungskreis unterbricht und die Hochspannung im Zündspulentrafo erzeugt. Das Hochspannungskabel der Zündspule geht zurück an die Mitte des Verteilerfingers. Am oberen Ende der Verteilerwelle sitzt der Verteilerfinger, der sich einmal dreht und die Hochspannung einzeln an die vier Kontakte in der Verteilerkappe legt, die dann über die Zündkabel an die jeweilige Zündkerze gelangt. Die Zündfolge beim Mini ist 1-3-4-2, d.h. genau in dieser Reihenfolge werden die Zündkerzen mit Hochspannung versorgt. 1 ist immer vorne, d.h. beim Mini die Kühlerseite bei Motoren mit seitlichem Kühler, bzw. Wasserpumpenseite bei den MPi mit Frontkühler. Der Verteilerfinger dreht sich immer entgegen des Uhrzeigers wenn man von vorne drauf schaut.
Hier das Ganze am Beispiel eine Lucas D23-Verteilers, einem Modell, das ganz früher bei den Minis verbaut wurde:


(1) ist der Unterbrecherkontakt, ein simpler Schalter mit Kohlenkontakten; (2) ist die Verteilerwelle mit den vier Nocken, das braune Kunstoffteil läuft über die Nocken und hebt den daran befestigten Kontakt vom anderen Kontakt ab; (3) ist ein Kondensator, der parallel zum Unterbrecherkontakt geschaltet ist, um den Abbrand am Schalterkontakt, den es immer gibt, zu minimieren.
Oben auf der drehenden Verteilerwelle ist dann der Verteilerfinger aufgeschoben, der hier nicht montiert ist. Unterhalb der Halteplatte für Kontakt und Kondensator ist eine Fliehkraftverstellung mit Fliehgewichten und Federn, um bei höheren Drehzahlen die Zündung Richtung früh zu verstellen. D.h., dass je höher die Drehzahl des Motors ist, desto früher muss das Gemisch entzündet werden, damit kurz nach dem oberen Totpunkt (OT) des Kolbens der größte Verbrennungsdruck herrscht. Der Grund ist, dass die Flamme eine gewisse Zeit benötigt um das ganze Gemisch zu entzünden.

Das Bild oben zeigt den Kompletten Verteiler mit der Verteilerkappe und den modifizierten Zündkabeln, denn die serienmäßigen bestehen aus einem Graphit-Material, dass auch gleichzeitig ein Widerstandskabel ist um die gesetzlich vorgeschriebene Funkentstörung an den Hochspannungsteilen der Zündung zu gewährleisten. Diese Kabel sind aber grottenschlecht, denn mit der Zeit wird der Widerstand dieser Kabel immer größer, was nicht gut für den Zündfunken ist. Es ist besser, Kabel mit Kupferseele zu verwenden und die Funkentstörung mit entsprechenden Kerzensteckern mit eingebauten Widerstand sicher zu stellen. Das Bild unten zeigt, dass die Kerzenstecker 5 kOhm haben.
Die meisten Verteiler bei Mini haben auch noch eine Unterdruckverstellung, d.h. wenn beim Beschleunigen durch das Drücken des Gaspedals Unterdruck im Ansaugkanal bzw. Vergaser herrscht, wird durch einen kleinen Schlauch eine Unterdruckdose am Verteiler bewegt, an deren anderen Ende eine Verstellung der Grundplatte so erfolgt, dass Frühzündung eingestellt wird, die der Motor beim Beschleunigen benötigt. Aber nicht alle Verteiler haben so eine Unterdruckdose, so wie der Abgebildete Verteiler sie auch nicht hat.

Mit der Erfindung des Transistors, der ja eigentlich ein elektronischer Ein-/Ausschalter ist, kamen manche Leute auf die Idee, diesen Transistor-Schalter die Spannung in der Primärspule der Zündspule induzieren zu lassen. Der Kontaktschalter wurde nur mit kleinem Strom betrieben, der den Kontaktabbrand nahezu eliminierte, und der eine Transitorstufe schaltete, die dann mit höherem Strom die Hochspannung erzeugte. Diese ersten elektronischen Zündanlagen hießen "Kontaktgesteuerte Tranistorzündanlagen". Diese Anlagen gab es sogar in Elektronik-Hobby-Shops zum Selberbauen.
Dann kamen andere Experten natürlich auf die Idee, die Kontakte ganz wegzulassen und stattdessen einen elektronischen Impulsgeber für die Transistorschaltung einzsetzten. Diese Impulse konnten entweder über einen Hallgeber auf der Verteilerwelle auf einen Hallempfänger in der Verstärkerschaltung gegeben werden oder über Lichtschranke, die den Lichtstrahl unterbrach wie es zunächst in der Piranha-Anlage und später von Lumenition gemacht wurde. Beide unterscheiden sich ein wenig, indem die Piranha eine Scheibe mit vier Schlitzen auf der Verteilerwelle hat, die kurze Lichtimpulse frei gibt, und die Lumenition eine Art Windmühlenflügel, die den Lichststrahl der Schranke für einen kurzen Impuls schneiden. In allen Fällen werden die Impulse elektrisch verstärkt und lassen einen Transistor-Schalter eine Spannung die Zündspule induzieren.
Ich stand den elektronischen Zündanlagen lange Zeit skeptisch gegenüber, bis ich einmal beim Vortraining zur Sportwagenweltmeisterschaft am Ring in der Box von Porsche war und dort ein 962 mit 2,6 Liter Hubraum und knapp 800 PS aufgebockt stand und und der Motor mit einem Leerlauf von nicht mehr als 1100 Umdrehungen pro Minute lief. Das beeindruckte mich sehr, und ich dachte, dass man so etwas nicht ohne elektronische Zündanlage hinbekommen kann. Klar, die hatten eine Bosch-Motronic drin, die mit -zig Sensoren den Motor-Computer fütterte, aber ich dachte, ich könnte vielleicht doch aus einer elektronischen Zündanlage ein besseres Leistungsverhalten bekommen.
Ich schaute mir den Markt in England für die Lucas-Verteiler an, und entschloss mich für die Lumenition Performance Optronic Ignition. Laut Prospekt soll diese Anlage sicher stellen, dass in der Zündspule immer die gleiche Zündenergie erzeugt wird, egal bei welcher Drehzahl.
Ich kaufte die Zündanlage beim deutschen Repräsentanten von Lumenition (Bob Stewart Zündtechnik im Westerwald) und baute sie entsprechend der Anleitung ein. Einige Zeit davor experimentierte ich mit nicht entstörten Kerzensteckern, was zwar in Deutschland nicht erlaubt war, aber ich dachte, weil der Motor ja nur noch auf entlegenen abgesperrten Strecken gefahren wird, dass man das einmal probieren könnte. Es waren die K.L.G.-Kerzenstecker von Ripspeed.
Nun ließ der Motor mit der neuen Zündanlage auch sofort an und hörte sich gut an und lief auch eine zeitlang sehr gut, aber plötzlich bei einem Bergrennen rührte sich nichts mehr. Ich reklamierte die Anlage bei Bob, der dann an einem Nachmittag zur mit nach Hause kam. Wir schauten uns beide die Anlage an, und Bob konnte es zunächst nicht erklären. Dann fragte er mich, wie meine Zündung aussehen würde, was ich dann beschrieb, auch mit den Kerzensteckern ohne Widerstand.
Dann sagte er, dass die fehlenden Entstörwiderstände der Grund für das Versagen wäre, denn die Anlage braucht diese Widerstände, denn die elektromagnetischen Interferenen von nicht entstörten Zündkabel können die Schaltkreise im Modul zerstören. Nun, ein kleiner Satz darüber in der Einbauanleitug hätte genügt, denn die Kerzenstecker mit Widerständen waren ja da und hätten nur aufgeschraubt werden zu müssen. In den aktuellen Unterlagen und Anleitungen von Lumenition ist das später genannt worden.
Merke: Elektronische Zündanlagen nie ohne Entstörwiderstände in den Hochspannungskabeln benutzen
Bob nahm die defekte Anlage mit und gab mir eine neue, die seitdem ohne Probleme läuft.
Die Anlage fand ich sogar so gut, dass ich die etwas billigere Optronic auch im Straßen-Mini einbaute.
Die Zerstörung des Lumenition ließ mir lange Zeit keine Ruhe, weil ich wissen wollte warum der fehlende Entstörwiderstand diesen Effekt hatte. Ich habe mein Gedanken dazu einmal in einem Blatt zusammengefasst. Wer Lust hat kann sich das ja mal zu Gemüte führen. Ob meine These richtig ist kann ich natürlich nicht beweisen: Hier
Ab ca. 1972/73 wurden nicht mehr die Lucas D23-Verteiler in Minis eingebaut, sondern die etwas moderneren D45, die der Rennmini auch hatte.
Noch vor der Umrüstung auf Lumenition hatte ich die Daten meines Motors an die Firma Aldon geschickt, die mir dann einen D45 mit den ihrer Meinung richtigen Zündverstellung ohne Unterdruck bauten. Die Umrüstung auf die Optronic ging dann ohne Probleme vor sich, denn man lässt nur die Kontakte und den Kondensator weg und baut die Lichtschranke ein sowie den "Chopper" auf die Verteilerwelle. Ich denke, dass Aldon eine Zündverstellung nahe an den Aldon "Red" eingebaut hat. Der "Red" ist mehr für Wettbewerbe abgestimmt, der Aldon "Yellow" mehr auf den Straßenbetrieb.


(1) Lichtschranke Das Verstärkermodul Performance Optronic
(2) Chopper
(3) Verteilerfinger
Um mit einer Stroboskop-Lampe die Verstellung zur Frühzündung beobachten zu können, sind von mir wie im Buch von Des Hammill beschrieben, Markierungen an den Riemenscheiben-Schwingungsdämpfer aufgemalt worden. Der Steuergehäusedeckel hat eine Nase, die zusammen mit der Einkerbung auf der Scheibe den OT anzeigt. Bei oberen Drehzahlen (> 3000 U/min) soll die Vorzündung auf 33° vor OT durch die Fliehgewichte gedreht werden. Das kann man mit Hilfe des Stroboskops sehen, und wenn das nicht der Fall sein sollte, den Verteiler so drehen, dass dieser Wert erreicht wird, auch wenn er dann für den Leerlauf nicht so ganz richtig sein sollte. Aber wichtig ist eben die Zündung in dem Drehzahlband, in dem er bei Wettbewerben läuft.

Zündkabel wurden wie schon für den D23-Verteiler selbst angefertigt aus Meterware an Kabel mit Kupferseele und Steckern von Bosch für die Kerzen und die Verteilerkappenseite, jeweils mit 5kOhm Widerstand.
Zündkerzen für den 998 cm³ sind NGK BP7ES, also Kerzen ohne eingebaute Entstörwiderstände, denn die sind ja in den Kerzensteckern schon drin. Die mit Widerständen heißen dann BPR7ES. Vom Beru-Renndienst bekam ich mal bei einem Spezial-TW-Trophy-Rennen einen Satz Beru Silverstone S7 geschenkt. Diese Kerzen waren auch okay, hatten eine Mittelelektrode aus Silber, gibt es aber wohl nicht mehr.
Hier eine kleine Zusammenstellung von Champion Racing Plugs. Champion gehört mittlerweile über einen Umweg von Cooper Industries auch zum Federal-Mogul-Konzern, so wie Beru auch.

Der Original-Kabelbaum wurde komplett entfernt und nur die nötigsten Leitungen neu verlegt, einschließlich Sicherungsautomaten, die ich nur von Sandtler beziehen konnte, weil ich sie noch nie bei einem anderen Händler gesehen habe. Ich denke, dass die Gewichtsersparnis durch Ersatz des Kabelbaums mindestens ein Kilo war.

Die mechanische Benzinpumpe wurde gegen eine elektrische von Mitsuba ersetzt, die je nach vorhandenem Druck in der Benzinleitung die Menge Sprit fördert.
Für den Motorsport vorgeschrieben ist natürlich ein Hauptstromkreisunterbrecher, aber es muss einer sein, der mehr als nur die Batterie trennt, denn wenn die Batterie vom Hauptschalter getrennt wird, muss gleichzeitig von der Drehstromlichtmaschine ein Widerstand gegen Masse gelegt werden, damit die Gleichrichterdioden in der Lichtmaschine eine Last haben, sonst werden sie zerstört. Dieser Widerstand ist normalerweise in diesem Mehrkreishauptstromschalter-Kit beinhaltet

Mit dem Pfeil gekennzeichnet: der große Widerstand zum Schutz der Gleichrichter-Dioden
Zum Abschluss noch einen Hinweis zum Antrieb der Verteilerwelle von der Nockenwelle über eine Zwischenwelle. Zwischen A- und A-Plus- Motor sind diese Wellen unterschiedlich wie folgendes Bild zeigt:

Links die A-Welle, rechts die vom A-Plus-Motor
Man beachte, dass der Antriebsschlitz sich bei beiden Wellen außerhalb der Mitte befindet, so wie beim Gegenpart der Verteilerwelle. Und es ist auch offensichtlich, dass die Verteiler sich nicht gegeneinander austauschen lassen.
Mehr und tiefere Informationen zu den elektronischen Zündmodulen gibt es auf der Seite Technik & Tipps.
Motor Cooper S 970
Ich hatte immer Interesse an diesem seltenen Motor. Zu der Geschichte muss man ein wenig ausholen, denn sie begann mit der Cooper Car Company geleitet vom Vater-Sohn-Gespann Charles und John Cooper in Surbiton westlich von London. Sie betrieben eine Morris-Werkstatt und bauten nebenbei Rennwagen, zunächst mit 500 cm³ JAP-, BSA- und Norton-Motorrad-Motoren, die damalige Formel 3. Wegen der Einfachheit der Konstruktion bauten sie die Motoren vor die Hinterachse ein, also ein reinrassiges Mittelmotorkonzept. Diese Entwicklung von Rennwagen hatte seinen Höhepunkt 1959 und 1960 mit dem Gewinn der 2,5-Liter-Formel-1-Weltmeisterschaft mit Jack Brabham als Fahrer und Coventry-Climax-Motoren. Ungleich heutiger F1-Teams, die im Geld schwimmen, konnte ein Rennstall nur überleben, wenn er Kunden für seine Rennwagen fand, hauptsächlich in der Formel Junior (max. 1100 cm³) und der daraus entstandenen Formel 3 (bis 1000 cm³).
Durch die Erfolge der Cooper-Rennwagen und der Morris-Verbindung durch die Vertretung trat John Cooper an Eddie Maher von Morris-Engines in Coventry heran, ob man nicht ein BMC-Serie-A-Aggregat für die Formel Junior entwickeln könnte. Bemerkenswerterweise ging die Anfrage direkt an Eddie Maher ohne Konsultation mit der Motorsport-Abteilungen von BMC, die Werksmannschaft oder BMC Special Tuning (Kundenbetreuung für Motorsport), beide in Abingdon angesiedelt.
Eddie Maher, auch Chef der Experimental-Abteilung von Morris-Engines, stand der Anfrage sehr aufgeschlossen gegenüber. Es wurden in der Experimental-Abteilung also einige Motoren der A-Serie als Kurzhuber mit 1071 cm³ für die Formel Junior entwickelt, die die Coopers in ihre Werkswagen der F-J einsetzten. John Cooper hatte dann ziemlich schnell die Idee, diese Motoren auch in die Minis einzubauen, was dann bekanntlich zu den ersten Cooper-S-Modellen führte.
Aus der Formel Junior wurde die Formel 3 mit dem Limit von einem Liter Hubraum, wobei die Motoren aus Serienfahrzeugen abstammen mussten. Auch hier war Eddie Maher bereit, und seine Entwicklungs-Abteilung baute Serie-A-Motoren mit verkürztem Hub gegenüber dem 1071 ccm-Triebwerk mit 970 ccm, aufgebohrt mit 0.040" Übermaß 999 cm³ (eigentlich, wenn man richtig rechnet, eher 998 ccm, aber im Motorenbau hat sich irgendwie eingebürgert, wenn es bereits Motoren der Baureihe mit dem gleichen Hubraum gibt, dann einen Kubikzentimeter rauf oder runter zu rechnen). Den 997 gab es bereits im Mini Cooper ohne S, und den 998 für Riley- und Wolseley-Abwandlungen der Minis.
In den 1960er Jahren begann eine andere Motorsport-Serie immer populärer zu werden, nämlich die Tourenwagen-Europameisterschaft, TWEM. Die Klasseneinteilung war von den Kleinsten von 500 cm3 bis über 2,5 Liter Hubraum, aber Punkte wurden nur in den Hubraum-Gruppen bis 1000 ccm, bis 1600 ccm und über 1600 ccm vergeben. Das Cooper Car Co - Team hatte seitens des BMC-Werks die Aufgabe zugeteilt bekommen, die Produkte des Hauses in Europa zu vertreten, verantwortlich war Ken Tyrrell, der spätere Rennleiter von Matra-International und seinem eigenen Tyrrell-Team mit Jackie Stewart. Der Motor mit 999 cm³ passte bestens in die kleinste Kategorie. Cooper, zusammen mit Eddi Maher und dem Werksteam (Competition Department), die seinerzeit nur bei Rallies die Werksautos einsetzten (ein MG war 1955 in dem furchtbaren Unfall eines Mercedes-Fahrers beim 24h-Rennen in LeMans verwickelt, bei dem über 80 Menschen den Tod fanden. BMC beschloss daher, keine Rennen mehr zu beschicken), entschieden, auch einen 1275-Motor zu entwickeln, den man sowohl bei Rallies um Gesamtsiege fahren lassen konnten, was sie dann ja auch taten, als auch bei der TWEM in der Kategorie bis 1600 cm³ mit dem Handicap des kleineren Hubraums.
1964 konnte Warwick Banks mit einem 999 Cooper S Gesamtsieger des Tourenwagen-Europapokals werden. 1968 wurde John Handley Sieger der Division 1, aber auf einem 999 von British Vita und nach einem Reglement der damaligen Gruppe 5 und ganz anderem Verhältnis von Bohrung zu Hub.
Es wurde also beschlossen, die benötigte Mindest-Anzahl von 1000 Fahrzeugen pro Jahr je Modell zu produzieren, damit die entsprechenden Autos bei der FIA in Paris homologiert, also für den Rennsport zugelassen werden konnten. Bei dem kleinen 970S ist das nicht ganz gelungen, man schätzt, dass die Zahl knapp unter 1000 Fahrzeugen geblieben ist, aber BMC konnte die FIA davon überzeugen, dass die Mindestzahl für die damalige Gruppe 2 der verbesserten Tourenwagen erreicht seien. Der 1000er 'S' Mini war sozusagen ein "Homologation-Special", dessen Anerkennung laut der Gruppe-2-Bestimmungen für fünf Jahre galt. Die Motorblöcke für den Quereinbau im Mini unterscheiden sich ein wenig zu denen der F3, die ja längs als Mittelmotor verbaut sind. Die von Eddie Mahers Abteilung gebauten Experimental-Motoren hatten alle irgendwo das XSP auf dem Motorschild, was wohl "Experimental Special Product" bedeuten könnte. Einiger dieser XSP-Motoren fanden auch ihren Weg in die kleinen Cooper S. Die Hubraumunterschiede wurden nur durch andere Hübe erreicht; die Bohrungen aller 'S'-Motoren waren gleich. Der 970S hatte nicht nur ein überquadratische Bohrungs-/Hubverhältnis, d.h. der Hub war kürzer als die Bohrung, sondern er hatte auch neben der Kurbelwelle Pleuelstangen, die ein wenig länger waren als die der anderen Motoren. Normalerweise nimmt man längere Pleuel um die Kolbengeschwindigkeiten zu vermindern, aber ich glaube nicht, dass dies der Grund dafür war, sondern eher die Tatsache, dass man dieselbe Blockhöhe wie beim 1071 nehmen konnte. Den Rest, um die Verdichtung wieder anzugleichen, wurde über die flachen Kolbenböden erreicht im Gegensatz zu Muldenkolben bei den größeren Cooper-S-Motoren.
Die Tatsache, dass insgesamt nur wenige Autos mit den 970er Motoren ausgerüstet waren, lässt den Markt natürlich schrumpfen. Man kann einen 1275-Block nehmen, eine Kurbelwelle als Billet-Welle (herausgefräst aus einem Block Metall) kaufen und die normalen Pleuel nehmen, aber es ist eben nicht das gleiche.
In Vor-Internet-Zeiten war mein Wunsch nach einem 970S-Motor natürlich schwieriger umzusetzen als heute. Ich war seinerzeit Mitglied im britischen Mini Cooper Register und bekam regelmäßig die Clubzeitschrift mit dem Anzeigenteil. Dort bot dann im April 1992 jemand einen Block mit Kolben an, entweder für den 1071er oder 970er, mit flachen Kolben mit Übermaß 0.040", also bei 970S dann die 999 ccm. Weil ich im Mai ohnehin einen England-Urlaub geplant hatte, kaufte ich die Teile mit einem Scheck und fuhr im Urlaub bei ihm vorbei. Das war der erste Schritt: Block und flache Kolben von Hepolite Powermax. Erst 1997 konnte ich dann eine originale Kurbelwelle bekommen. Bei einem Mini-Treffen in England hatte mein belgischer Freund einen Franzosen getroffen, der den Laden Nancy Mini-Shop betrieb. Der hatte eine Welle bei sich zu Hause, allerdings mit den Untermaßen 0.030" an den Hauptlagern und 0.050" an den Pleuellagern. Aber es war überhaupt die einzige Welle, die zum Verkauf angeboten wurde, und sollte £120.- kosten. Insgesamt also knapp DM 360,-. Ich fuhr dann im Juli 1997 mit meinem Mini nach Nancy, schaute mir die Werkstatt an und nahm die Welle mit. Der Verein, dem der Verkäufer angehörte, gibt es immer noch: die Ecurie Bergamote.
Eine schöne Erfahrung ist noch zu berichten: weil bei den Kolben ein paar Kolbenringe fehlten, und diese sehr schwer aufzutreiben waren, schrieb ich AE-Hepolite in England an und beschrieb die Seltenheit dieser Motoren und dass ich auf der Suche war, die Kolben wieder mit den richtigen Kolbenringen zu bestücken und die bisherige erfolglose Suche. Ein paar Wochen später bekam ich ein kleines Paket von Hepolite mit den entsprechenden Sätzen Ringen und einem kleinen Schreiben des Bearbeiters in der Firma, in dem er schrieb, dass er meine Beschreibung so interessant gefunden und selbst im Lager nach den Ringen gesucht und sogar welche gefunden hatte, und er sie mir kostenlos zur Verfügung stellen würde. Sehr nett. Leider gibt es Hepolite so gar nicht mehr, denn seit dem Zusammenschluss unter dem Federal Mogul-Dachunternehmen, werden Kolbenringe nur noch unter Goetze und Kolben unter Nüral hergestellt und vertrieben.




Verbesserte Tourenwagen (Gruppe H bzw. Gruppe 2 bei NAVC)
Vorwort
Warum hier nochmal eine Erweiterung? Nachdem der Mini nahezu 12 Jahre in der Mottenkiste verbracht hatte, kam ich auf die Idee den Mini wieder flott für einzelne Rennen innerhalb des NAVC-Verbandes zu machen. Als Zuschauer ist es zwar schön die Rennen am Ring zu sehen, aber noch schöner wäre es, wenn man irgendwie mitmachen würde. Und das Auto ist ja vorhanden, und mit einem relativ geringem Aufwand müsste er für die Rennen vorzubereiten sein. Ein paar Ideen schwirrten im Kopf herum, was man so machen könnte, die ich jetzt hier dokumentieren möchte, zumal viele gesammtelte Teile vorhanden waren, die darauf warteten eingebaut zu werden, andere kamen im Laufe des Neuaufbaus hinzu.
Karosserie
Ich hatte immer vor, den vorderen Hilfrahmen mit Verstrebungen zu versteifen. Die Stehbleche des Motorraums sollten ohnehin abgetrennt werden, eine Änderung, die genau zu der Verstrebung passte. Die Stehbleche wurden bis auf die Höhe der Stoßdämpfer heraus genommen. Rohre mit Vierkantprofil entsprechend geschnitten, mit einem Abschlussblech für den Steg im Motorraum und einer Gewindehülse am vorderen Ende, das mit einer aufgeschweißten Winkelverlängerung der vorderen Querstrebe des Hilfsrahmens verschraubt wurde.
Die folgenden Bilder zeigen, wie die Verstrebungen eingebaut sind.


An der rechten Verstrebung kann gleichzeitig der Magnetschalter für den Anlasser und mit einer kleinen zusätzlichen Strebe der Ölauffangbehälter montiert werden.
Der Kofferraum war in der Vergangenheit nicht immer ein optisches Schmuckstück gewesen, denn der eingelassene Batteriekasten ist immer sehr anfällig für Rost und Schmutz. Es war mir bei den englischen Mini Se7en- und Miglia-Renn-Minis aufgefallen, dass die sehr oft den Boden des Kofferraums mit Glasfaser- bzw. Carbon-Formen ersetzen. Das sieht schön und aufgeräumt auf, und mit einem kleinen Aluminium-Renntank sieht das bestimmt gut aus.
Also hier die nächste Baustelle mit den entsprechenden Ergebnissen:




Bei der Gelegenheit konnte gleichzeitig das hintere Schürzenblech abgeschnitten und der Saum von innen zusammen geschweißt werden. Die Benzinleitungen mit Ummantelung aus Aluminiumgeflecht wurden nach innen verlegt und mit Alu-Fittings durch die Bleche geführt.
Der Tank ist aus Aluminium mit einem Fassungsvermögen von 20 Liter, was für kurze Rennen mehr als ausreichen sollte. An der Tankbelüftung ist gleichzeitig ein Rückschlagventil angebracht, das die Luft zwar reinlässt aber die Flüssigkeit umgekehrt sperrt, was in Falle eine Unfalls gut ist.
Der Tank ist besser plaziert, relativ in der Mitte und tief angesetzt, so dass eine Gewichtsänderung aufgrund des Benzinverbrauchs nicht so sehr merkbar sein sollte.
Das Loch für den alten Einfüllstutzen des normalen Tanks muss natürlich geschlossen werden, hier mit einer runden Aluplatte, die mit Alu-Schrauben befestigt ist:

Bremsen 2.0
Weiterer Upgrade der vorderen Bremsanlage
Der Umbau der Bremsanlage vom Cooper S/Innocenti Cooper/1275GT zu einer innenbelüfteten Vierkolbensattelbremse ist nicht ganz trivial, wenn man nicht die ganzen Teile in einem Set kauft.
Die innenbelüftete Bremsscheibe an sich ist die vom MG Metro oder Metro Turbo. Allerdings ist diese Bremsscheibe viel zu groß wenn man sie innerhalb der 10-Zoll-Räder unterbringen möchte. Der maximale Durchmesser beträgt 7,9 Zoll was ungefähr 200 mm ausmacht. Der erste Schritt ist also, die Bremsscheibe auf einer Drehmaschine auf diesen Durchmesser zu verkleinern. Das ist aber nicht alles, wie wir etwas später sehen werden.
Das Kernstück sind die Bremssättel, die aus Aluminium sind und vier Kolben, also zwei innen und zwei außen haben. Das ist pure Rennwagentechnik wie sie Ende der 60er, Anfang der 70er sogar in der Formel 1 und den Rennsport-Prototypen aktuell war.
Es gibt mehrere Hersteller dieser 4-Kolben-Alu-Bremssättel, angefangen von KAD, Minispares Centre und Mini Sport und vielleicht noch andere. Wir betrachten hier die Mini-Sport-Anlage, weil ich zwei dieser Bremssättel günstig bei Mini Sport kaufen konnte (Bild unten).

So ganz "fit and forget" ist es nicht. Die Bremsscheiben sitzen nicht mittig in der Aussparung für die Metro-Bremsbacken (nicht nur das, denn wenn man gar nichts macht, bekommt man den Sattel nicht mal über die Scheibe).
Aber vorher das Problem 1, das es sich so verhält, dass es für den Metro zwei verschiedene Bremssysteme gegeben hat, eine von Ate (eher selten vorzufinden) und die von Lockheed, die weit verbreitet sind. Leider passen die Bremsklötze von den einem System nicht in das andere. Die Mini Sport-Anlage braucht auf jeden Fall die Bremsklötze von der Lockheed-Bremse.

Problem 2 ist, dass die Bremsscheibe vom Metro viel zu weit nach innen steht. Man muss unbedingt die Radnabe vom 12"-Mini nehmen, denn die ist anders als die vom Cooper S und nur die passt zu der MG-Metro-Bremsscheibe. Im Gegensatz zu den 12"-Mini-Bremsscheiben, werden die vom MG-Metro mit metrischen Schrauben M10 befestigt. Mini Sport kann diese Radnaben für die M10-Schrauben liefern. Es gibt diese Naben von Mini Sport auch aus hochfestem Aluminium, aber diese sind verboten teuer. Aber schön sehen sie aus und federleicht sind sie. Aber hier in diesem Projekt sind Naben aus Stahl verbaut. Die Naben sind mit dem äußeren Gleichlaufgelenk mit der dicken Nabenschraube fest verschraubt. Also muss die Auflagenfläche der Bremsscheibe abgedreht werden, damit die Scheibe selbst mehr nach außen wandert. Das richtige Maß wurde von mir einfach durch probieren ermittelt, das bedeutete immer Scheibe abdrehen, einbauen, messen, und diese Prozedur einige Male hintereinander. Schlussendlich wurde ca. 3,8 mm von der vorderen Fläche angedreht. Aber das muss nicht überall so sein. Das ist ein grober Anhaltswert, aber wenn ein wenig zuviel abgedreht worden ist, zeigt die Scheibe ein wenig zu viel nach außen. Material, was weg ist, kann man nicht mehr auftragen. Also Vorsicht!
Die folgenden Fotos zeigen den Vorgang.




Ein kleines weiteres Problem sind die Bremsklötze vom Metro selbst, denn die inneren Klötze stoßen an den Radträger an. Das ist nur ganz wenig, aber doch so viel, dass die oberen und unteren Flanken der innernen Klötze abgeschliffen werden müssen, so dass sich der Bremsklotz in der Aussparung frei berwegen kann. Was damit gemeint ist, zeigt das folgende Bild, die markierten Ecken müssen rund geschliffen werden:

Befestigt habe ich die Bremsklötze mit 4 mm runden Edelstahl-Stiften, die ich an jedem Ende mit 2 mm Bohrern durchlöchert habe (Edelstahl geht leider nur mit Titan- oder besser Hartmetall-Bohrern) und dazu kleine Dauersplinte.
Mit Serienbremsbelägen ist die Cooper-S-Bremsanlage immer sehr gut ausgekommen, vor allem in Zolder, wo diese Rennstrecke doch als sehr anspruchsvoll für Bremsen gilt. Die Vier-Kolben-Bremsanlage ist da ganz anders. Die Serienbremsbeläge geben keinen guten Grip. Eine Recherche im Internet hat mich auf die Bremsbeläge von EBC-Brakes aufmerksam gemacht, besonders die in der Ausführung BlueStuff.

Wir werden sehen, ob die wirklich eine Bremsenverbesserung bringen.
Gleichzeitig mit den vorderen Bremsklötzen wurden auch die hinteren Backen gegen die Wettbewerbsteile von Ferodo ersetzt, die VG95.

Getriebe
Wenn ein neuen Motor aufgebaut wird, kann auch ein weiteres geradeverzahntes Getriebe nicht schaden, zumal die Teile alle vorhanden sind.
Es war schon lange her, dass ich den Getriebe-Radsatz gekauft hatte, deshalb wusste ich nicht mehr so genau welcher Satz es war. Die Radsätze für Remote- und Rod-Change-Getriebe sind grundsätzlich gleich bis auf den Rückwärtsgang, weil die Betägigungsmechanik dafür jeweils anders ist, ist es ein unterschiedliches Design. Der Renn-Mini hatte von vorherein ein Rod-Change-Getriebe und ist auch so belassen worden. Ein leeres Getriebegehäuse lag auch noch herum, also alle Teile nach und nach zusammengesucht. Die Achse für die Hauptwelle kann von einem normalen Getriebe genommen werden sowie die zwei Synchronkörper. Für den 1. und 4. Gang habe ich neue, aber normale Synchronringe genommen und für die Gänge 2 und 3 die Competition-Version, weil diese beiden Ringe beim Schalten immer besonders hoch beansprucht werden.
Hier eine Bilderserie des Zusammenbaus des Getriebes:




Der Rückwärtsgang passte dann doch nicht. War offenbar der Rädersatz für das Remote-Getriebe. So musste ein entsprechendes Gangrad von Minispares Centre bestellt werden. Insgesamt fehlten einige Kleinteile, die von Guessworks beschafft wurden.
Im Getrieberadsatz mit der Teilenr. STN76 ist das Rückwärtsgetrieberad (C-STR303) mit 16 Zähnen gegenüber 17 Zähnen des Seriengetriebes, das beim besten Willen nicht passen will.
Für das Remote-4-Synchro-Getriebe heißt der Radsatz C-AJJ4014 mit dem Rückwärtsgang C-22A1736. Wie schon genannt, sind die restlichen Zahnräder beider Sätze identisch.
Der Achsantrieb
Für die Rennstrecke von Zolder, auf der ich ja oft gefahren bin, war die Achsübersetzung von 4,133 ideal gewesen. Auf der Müllenbachschleife war diese Übersetzung aus Jörns Sicht zu kurz gewesen, er hätte lieber eine längere Achse gehabt. Für den kompletten Nürburgring-GP-Kurs gilt das dann erst recht.
In meinem Fundus gab es eine gewisse Anzahl von Achsübersetzungen, zwei davon mit 3,9375, die ich dann als Alternative angesehen habe. Die Zähnepaarung ist dann 63:16, schrägverzahnt und nicht für Sperrdiffential geeignet. In Anbetracht, dass ein 1275-Motor doch etwas mehr Drehmoment entwickelt als ein Tausender, habe ich den Einbau eins 4-Pin-Differantialgehäuses geplant.


Insgesamt ist dieses Gehäsue viel stabiler als das Differential mit nur zwei Pins, aber wie man sieht ist es eine enge Angelegenheit im Differentialdeckel. Dieses 4-Pin-Differential hier ist von Minisport. Dort bekommet man es als Kit zum selbst Zusammenbauen ohne die Achsstummel, die meistens ohnehin in der Werkstatt herumliegen, wenn man einige Getriebe bzw. Achsen zerlegt hat. So hat man ein paar Teile auch wieder recycelt.
Weil in dem vorliegenden Mini Cooper S - Antriebswellen eingebaut sind, müsste man eigentlich andere Achsstummel speziell für diese Antriebswellen einbauen. Die sind aber sehr teuer, und außerdem müssten beim Rod-Change-Getriebe dann auf einer Seite ein ganz spezieller Seitendeckel genommen werden, der den Druchmesser der größeren Cooper S-Achsstummel hat aber trotzdem die Zunge, die die Kugel mit der Feder in das Getriebegehäuse drückt, damit man dadurch das Gefühl der richtigen Schaltung bekommt. Die gibt es nach meiner Information aber nur von Minispares in London als Sonderanfertigung und kostet entsprechend.
Da gibt es aber etwas, was ich zuerst bei Swiftune gesehen habe, was aber bei der Firma MED ein wenig kostengünstiger zu bekommen ist.
Es sind diese Hardy-Spicer-Adapter:


Diese Adapter können immer herausgezogen und für andere Getriebe genutzt werden. Eine viel preisgünstigere Methode die Hardy-Spicer-Antriebswellen mit neueren Getrieben zu verbinden als jedes Mal die alten teuren Achsstummel zu beschaffen zusammen mit den ebenso selten wie teuren Deckeln links und rechts.
Motorblock
Im meinem Teile-Fundus befanden sich zwei 1275GT-Motoren, die ich vor langer Zeit einmal geschenkt bekommen hatte. Einen dieser Motoren habe ich zerlegt und gesehen, dass die Bohrungen bereits mit 0.020" aufgebohrt gewesen sind, was einem Hubraum von 1293 cm³ entspricht. Die Kurbelwelle schien mir an jedem Zapfen einen anderen Durchmesser zu haben, deshalb habe ich diese erst einmal beiseite gelegt. Aus dem Mini-Forum habe ich eine MG-Metro-1275-Kurbelwelle bekommen können, die die Kraftflussentlastungsnuten in den Zapfen besitzt, also von der Konstruktion die beste Lösung, die Austin-Rover bisher für Kurbelwellen abgeliefert hatte. Diese Kurbelwellen haben auch größere Durchmesserder Pleuellagerzapfen als die Cooper-S-Kurbelwellen, und sind dadurch diesen sogar überlegen, wenn man vom besseren Stahl EN40B der Cooper S absieht.

Die Kurbelwelle sollte gehärtet werden, und außerdem mussten alle Zapfen auf das erste Untermaß (0.010"=0,25mm) geschliffen werden, weil die Messung mit der Mikrometerschraube eine leichte Ovalität der Zapfen ergab. Zusammen mit der erleichterten Schwungscheibe und Druckgegenplatte von MiniSport sowie der Tellerfeder von AP-Racing sollte die Kurbelwelle feingewuchtet werden.
Diese notwendigen Arbeiten wurden an die Firma Derondeau-Motorentechnik in Aachen gegeben.
In der heimischen Werkstatt wurde parallel der Block zunächst gehohnt. Dies erfolgt mit einem Hohngerät, das man in eine Bohrmaschine einspannt, dann dick mit Hohnöl beträufelt und dieses Gerät in die Bohrung einführt, dabei mit der Bohrmaschine eine bestimmte Drehzahl hält und die Hohnsteine in Bohrungsrichtung hoch und runter bewegt, bis sich ein Schleifmuster ergibt, das ungefähr 45° entspricht. Wenn man Kolben mit neuen Kolbenringen einbaut, ist das einfach ein Muss, denn dann laufen sich die Kolbenringe besser in die Bohrung ein.

Dass die Nockenwellenlager auch schon bessere Zeiten gesehen hatten, konnte man mit einem Blick erkennen, so dass diese drei Lager auch erneuert wurden.

Der Block vom 1275GT hat leider nicht die zwei zusätzlichen Zylinkerkopfhalteschrauben links und rechts, die den Kopf zusätzlich festhalten. Das ist aber kein Problem, denn mit einer Zylinderkopfdichtung als Muster, die immer zwei Löcher für diese Anordnung hat, kann man die Bohrlöcher anzeichnen und dann auf einer Ständerbohrmaschine bohren und danach das Gewinde schneiden.


Das Bohren und Schneiden der zusätzlichen Gewinde
Nachdem die Kurbelwelle gehärtet und auf das erste Untermaß geschliffen worden ist, stand das Auswuchten an. Mein Dank geht an Klaus Derondeau, der mir erlaubte, bei dieser Aktion dabei sein zu dürfen, weil etliche Male die Einheit mit der Schwungscheibe/Druckgegenplatte/Tellerfeder umgebaut werden musste. Als Wuchtmaschine diente eine Sunnen DCB-750. Zunächst wird nur die Kurbelwelle einzeln ohne Anbauteile gemessen, aber es wird die Federscheibe für die Positionierung des Steuerrads und der Keilriemenscheibe, die ja gleichzeitig ein Dämpfer für harmonische Schwingungen ist, eingeschlagen. Ein Drehzahlnehmer wird mit einem Magnet an der Kurbelwellen-Stirnseite befestigt. Das erste und dritte Hauptlager werden auf den Wuchtsensoren aufgelegt, und ein Antriebsband auf das mittlere Hauptlager. Zuerst wird mit einer Drehzahl von ca. 450 U/Min gemessen, danach mit ca. 750 U/Min. Die Werte sind hier sehr gut, so dass die Welle an keiner Stelle erleichtert werden muss. Dann wird nur die Schwungscheibe alleine montiert und wieder gemessen. Hier wird eine leichte Unwucht angezeigt. Die Schwungscheibe wird demontiert und an der markierten Stelle ein kleines Loch gebohrt. Dann wieder montiert und gemessen. Anschließend wird das Stirnrad sowie die Riemenscheibe montiert und wieder gemessen. Wieder wird eine leichte Unwucht angezeigt und markiert. Die Riemenscheibe wird demontiert und ein kleines Loch gebort. Er folgt die Montage mit der Messung. Soweit alles im Toleranzbereich. Nun kommt die Druckgegenplatte mit der Tellerfeder dran. Beides wird montiert und ein Messlauf gestartet. Wieder wird eine leichte Unwucht angezeigt. Durch versetzen der Druckplatte um jeweils 120° wird geprüft, ob durch dieses Matchen die Unwucht verringert werden kann. Dem ist nicht so, also werden wieder die Druckplatte und die Tellerfeder ausgebaut und ein kleines Loch in die Druckplatte gebohrt, die natürlich vorher markiert worden ist. Dann werden alle Teile wieder zusammen gebaut und der nächste Messlauf gestartet. Diesmal liegt alles sehr gut innerhalb der Toleranzen. Das Feinwuchten ist somit abgeschlossen, hat aber natürlich auch seine Zeit gekostet, über eine Stunde wurde montiert, gemessen und demontiert, und das etliche Male hintereinander.
Ich danke nochmals Klaus Derondeau und seinem Team, die mir ermöglicht hatten zum ersten Mal bei solch einer Prozedur dabei zu sein und sogar anpacken zu dürfen.


Links: zunächst wird die neu gehärtete und geschliffene Welle allein gewuchtet, dann (rechts) zum Schluss mit allen Anbauteilen
In den folgenden Bildern die Einzelteile der Schwungradseite.






Die Schwungscheibe, unschwer zu erkennen von MiniSport, und daneben die Sackbohrung um mit einigen Gramm die Unwucht auszugleichen. Ebenso die Druckplatte, auch von MiniSport und die entsprechende Bohrung zum Wuchten. Die Tellerfeder von AP Racing, war früher AP Lockheed bzw. AP Borg & Beck. Die Kupplungsscheibe von Helix, gekauft bei Sandtler, dem deutschen Repräsentanten von Helix Clutches, wird allerdings nicht fürs Wuchten montiert, denn sie befindet sich nach Betätigung der Kupplung immer an anderen Stelle auf der Kurbelwelle und macht so fürs Auswuchten keinen Sinn. Das gilt auch für das Primärrad, das ebenso nicht montiert ist.
Die Druckplatte und die Tellerfeder haben keine Markierungen an oberen Totpunkt (OT), wie früher mal ein eingestanztes "A", so dass nach dem Wuchten die Markierung selbst reingeschlagen werden muss, damit bei einer Demontage die Montage wieder in der richtigen Orientierung erfolgen kann.
Nebenbei bemerkt, wurden früher oft Kolben von der Firma Hepolite und Lager von Vandervell genommen. Vandervell ging mittlerweile in die Firma Mahle über. Es werden noch wenige Lager mit dem Label Vandervell angeboten; die Hauptmarke für Gleitlager unter dem Mahle-Dach ist Clevite. Und Hepolite wurde von dem Multi Federal-Mogul übernommen, Hepolite als Marke wurde fallen gelassen, Kolben werden nur noch unter der Bezeichnung Nüral (ehemals Nürnberger Aluminiumwerke im Konzern Alcan) hergestellt. Glyco und die bei Mini-Fahrern bekannte Zylinderkopf-Dichtungs-Marke Payen gehören auch zum Federal Mogul-Konzern.
Motorblock 1380 cm³
Mit dem Zustand des Blocks war ich doch nicht ganz so zufrieden gewesen. Nach langem Hin- und Herüberlegen habe ich den Schluss gefasst, den Block auf 1380 cm³ aufbohren zu lassen. Entsprechende Kolben (73,5 mm Durchmesser) für diese Bohrung von Nüral sind gerade zu einem günstigen Kurs zu bekommen gewesen: 87-526600, und soweit ich sehen konnte, entpsrechen diese Kolben den ehemaligen Powermax-Kolben mit der Bezeichnung 20659, die es mal von Hepolite gab. Auf der Innenseite ist sogar noch das alse AE-Logo von Hepolite erhaben zu sehen.

Der Block ging also wieder zu Derondeau Motorentechnik nach Aachen, und Klaus ließ mich wieder dabei sein und Fotos aufnehmen vom Bohren, dann Hohnen und schlussendlich eine gründliche Reinigung in einer speziellen Heißwasserwaschmaschine. Die Planfläche des Blocks war auch etwas angegriffen, so dass diese auch plangefräst wurde.




Klaus hatte mich gefragt, ob er die Bohrungen offset setzten soll. Ich habe ihm gesagt, dass er es nicht machen soll. Der Grund ist ganz einfach, denn in seinem letzten Buch hat David Vizard eindeutig geschrieben, dass dies nicht notwendig ist, wenn man danach kein weiteres "Overboring", z.B. auf 74 mm durchführen möchte. Zitat, Seite 407, 3. Auflage: "If a block is bored to 73,5 mm there is no need to offset-bore unless a further rebore to 74 mm is anticipated...". Hoffentlich hat er recht, denn die Wand zwischen Zylinder 2 und 3 ist recht schmal.
Die Kurbelwelle ist auf das erste Untermaß (0,010", etwa 0,25 mm) geschliffen worden, sowohl bei den Pleuel- als auch Hauptlagerzapfen. Entsprechende Übermaß-Lagerschalen müssen dann verbaut werden. Hier sind es welche von Glyco, weil die am einfachsten und schnellsten zu beschaffen waren.

Die Kurbelwelle muss sich in den drei Hauptlagern von Hand leicht drehen lassen. Wenn es damit wie in diesem Fall eines recht alten Motorblocks Probleme gibt, müssen die Auflageflächen der Lager im Block und in den Lagerböcken von Ablagerungen gereinigt werden. Hier ging es am besten mit einem Fächerschleifer. Danach drehte sich die Kurbelwelle so wie es sein soll.



Der mittlere Hauptlagerbock wird auf einer Fräsbank plan gefräst, damit die Hauptlagerverstärkung (Centre Main Strap) montiert werden kann. Das ist eine Sicherheitsmaßnahme mit wenig Aufwand, die man auf jeden Fall durchführen sollte.



Als Nockenwelle ist die Kent Megadyne MD310 vorgesehen, die den größten Einlassventilhub 106° nach OT haben soll. Das Festellen des OT und des maximalen Nockenhubes erfolgt wie bereits beim 998-Motor beschrieben mit einer Gradscheibe auf der Kurbelwelle und mit einer Messuhr. Die Messung ergab, dass der maximale Hub bei 109,5° Kurbelwellenwinkel auftritt, was nun ca. 3° neben dem Sollwert liegt, also zu spät. Mit einer versetzten Federscheibe, die das Nockenwellenrad um diese 3° voreilen lässt, ist die Nockenwelle richtig eingestellt. Die Steuerung selbst erfolgt mittels eines Zahnriemenantriebs von Triger.





Die Gewinde für die Schrauben, die das Getriebeghäuse am Block halten, wurden auf 5/16" vergößert. Entsprechend wurden die Bohrungen im Getriebehäuse auf 9,5 mm erweitert.
Die benutzten Pleuel sind die von MaxSpeeding Rods. Sie sind aus EN24-Stahl, H-Schaft-Ausführung, kugelgestrahlt und so zusammengestellt, dass die Gewichte der Pleuel eines Satzes innerhalb von einem Gramm liegen (nachgemessen und stimmt!). Die Pleueldeckel werden von ARP-2000-Schrauben gehalten. Außerdem sind die Pleuel und Pleueldeckel eindeutig mit einer Nummer gelasert, so dass ein Vertauschen praktisch nicht mehr vorkommen kann.

Kolben, wie bereits oben beschrieben, die Nüral 87-52600-00, Vergleichnummern AE Hepolite Powermax KR 20659, Leyland STR0310.
Die Kolben werden gewogen, so wie die Pleuel, und dann gematcht, d.h. der leichteste Kolben wird auf das schwerste Pleuel montiert usw.

Ein kleines Problem gibt es bezogen auf die Pleuelaugen, die für einen schwimmend gelagerten Kolbenbolzen konzipiert sind, so wie die Kolben auch. Also würde im Betrieb der Kolbenbolzen frei wandern können mit dem negativen Effekt, den ich bereits bei den 998-Powermax-Kolben beschrieben hatte. Durch die guten Erfahrungen mit den PTFE Piston Plugs dort, musste zu dem Schluss gekommen werden, auch hier Teflon-Knöpfe zu nehmen. Die gibt es allerdings nicht fertig zu kaufen, also müssen die selbst hergestellt werden.
Mit dem Programm LibreOffice-Calc habe ich mir mal die Kolbengeschwindigkeiten für die Big-Bore-Motoren aufzeichnen lassen.
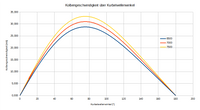
Das Diagramm gilt nur für diejenigen Motoren, die eine Pleuellänge von 146,05 mm haben. Das sind die 1275 und 1071 und die entsprechenden artverwandten Motoren. Der 970 hat eine andere Pleuellänge als die beiden Anderen.
Warum entspricht die Kurve nicht einer Sinus-Kurve? Der Pleuel-Zapfen der Kurbelwelle bewegt sich sinusförmig, aber der Kolben ist über die Kolbenstange mit der Welle verbunden. Wäre das Pleuel unendlich lang, würde auch der Kolben eine Sinus-Kurve beschreiben. Die Situation Kolben (geführte Bewegung über die Zylinderlaufbahn), Pleuel und Kurbelzapfen ist in der Technischen Mechanik ein ebenes Kurbelgetriebe, und da ist der Weg, den ein Kolben bewegt abhängig von λ, also dem Verhältnis von halben Kolbenhub und Pleuellänge. Die Bewegungsgleichung ist sehr kompliziert, und an die Geschwindigkeit kommt man erst durch die Differenzierung der Weggleichung, also mit höherer Mathematik. Zum Glück gibt es die Formeln in entsprechender Literatur zum Nachschlagen.
Bringt uns das nun etwas? Nein, nicht direkt, aber es ist doch schon ein wenig interessant zu wissen.
Interessant könnte es z.B. für die Simulation der Einströmung in den Zylinder sein, denn mit etwas Verzögerung strömt das Gemisch mit gleicher Geschwindigkeit in den Zylinder ein, wie der Kolben sich nach unten bewegt. Die höchste Kolbengeschwindigkeit ist bei etwa 75° Kurbelwellenwinkel, die höchste Ventilöffnung ist z.B. bei 106° Kurbelwellenwinkel.
Exkurs: Herstellung PTFE Piston Plugs für die 73,5 mm - Hepolite-Kolben:
PTFE-Stangenware gibt es bei Ebay im Angebot zu Hauf. Der Bolzen selbst hat einen Außendurchmesser von 20,6 mm und einen Innendurchmesser von 13,4 mm. Um die Halbrunde Form auf einer Drehbank herstellen zu können, benötigt man eine Kugeldrehvorrichtung. Diese gibt es für kleine Maschinen praktisch nur von Proxxon und sind dann auch von den Befestigungsmöglichkeiten nur auf Proxxon-Drehmaschinen ausgelegt. Also muss hier dann improvisiert werden. Das folgende Bild zeigt unten die Kugeldreheinrichtung. Oben sind die Einzelteile eines Halters, der den Kugeldreher auf die richtige Höhe und Postition meiner Drehmaschine bringt.



Die Bilder oben zeigen den fertigen Halter und das Drehen der Rundung der Teflon-Knöpfe. Unten Pleuel/Kolben mit den PTFE-Sicherungen.


Der Kurbeltrieb mit zwei montierten Pleueln und Kolben:

Als Ölpumpe ist diese von KentCams vorgesehen:

Ein Wort zu H-Schaft-Pleueln versus denen mit I-Schaft
Auf der Homepage von Minispares hat ein selbsternannter Experte die H-Schaft-Pleuel als schlechter als die mit I-Schaft deklariert. Der Hinweis von ihm, dass ein „degreed engineer“ niemals ein H-Schaft-Pleuel entworfen hätte, denn die Kräfteverhältnisse würden dem entgegensprechen.
Nun, es ehrt ihn sehr, dass er seinen Berufsstand derart exponiert, aber, mit Verlaub, sind seine Ausführungen bezogen auf ein Pleuel eher bestenfalls von Halbwissen geprägt. Er hätte recht, wenn ein Pleuel wie bei einem Kran von Demag oder einer Eisenbahnschiene ausschließlich auf Biegung beansprucht würde. Dem ist aber nicht so. Ein Pleuel ist zwar auch im geringem Maße auf Biegung beansprucht, aber die größte Last ist bei ihm eine Druck- und Zugspannung, wobei die Druckspannung durch die Verbrennung noch ein Stück größer ist als die durch die Fliehkräfte erzeugte Zugspannung. Trotzdem reißen Pleuel nie bei Druck sondern nur bei Zug, wenn eine Mikroschädigung bereits vorhanden ist.
Als Beispiel nur ein Zylinder, mit dem durchaus erreichbaren Wert von 70 bar Verbrennungsdruck und einer Bohrung von 70 mm. Die Kraft, die über den Kolben auf das Pleuel wirkt, ist dann 26.939,157 N. Das ist schon keine kleine Zahl. Und bei Druck/Zug kommt es eben auf den Querschnitt des belasteten Teils an, also die Fläche. Der Anteil der Biegung auf das Pleuel verschwindet nahezu angesichts dieser Belastung in Längsrichtung des Pleuels.
Er schreibt weiterhin, dass die meisten Pleuel in Fahrzeugen allgemein eben I-Schaft-Pleuel sind, und die Hersteller schon längs auf H-Schaft-Pleuel gewechselt wären, wenn sie denn Vorteile hätten. Da kennt sich der ehrenwerte Herr „Degreed Engineer“ aber ein bisschen wenig mit Fertigungstechnik aus, denn bei Massenwaren, und das sind Pleuel nun mal im normalen Motorenbau, kommt es auf einfache Herstellung an, und da haben I-Schaft-Pleuel nun einen Vorteil, denn sie sind meistens geschmiedet, und ein Schmiedegesenk, das doch recht teuer in der Herstellung ist, ist für I-Schaft-Pleuel doch wesentlich billiger als eins für H-Schaft-Pleuel. Ganz moderne Pleuel sind mittlerweile gesintert, also aus feinem Pulver zusammengebacken, die aber bei höherer Belastung als das im Serienmotor der Fall ist eher vermieden werden sollen. Aber auch hier ist die Sinterform für I-Pleuel wesentlich einfacher als andere Formen zu realisieren.
Er sollte bemerkt haben, dass die meisten Hersteller von Hochleistungsmotorenteilen (K1, Carillo, Arrows, etc.) Pleuel fast ausnahmslos mit H-Schaft anbieten. Das wird, wie der „Experte“ über die Großserienhersteller schreibt, auch seinen Grund haben, denn die produzieren ja nicht erst seit gestern diese Pleuel.
Aus meiner Sicht sind H-Schaft-Pleuel durchaus als Alternative zu den serienmäßigen Pleueln anzusehen. Es gibt keine Vor- und Nachteile, es sei denn, dass manche H-Schaft-Pleuel von vornherein aus besserem Material, z.B. 34CrNiMo6 (Werkstoffnr. 4340), hergestellt sind. Auf jeden Fall besser als die meisten Materialien der Serien-Pleuel.
Hier nun eine Bilderserie der Montage der Motor-Getriebe-Einheit, die so fertig zum Einbau in den Mini ist:












Einbau des Motors: hier hängt er noch ........................................................... hier nicht mehr
Zylinderkopf
Die Bearbeitung des Zylinderkopfs für einen Big-Bore-Motor geht prinzipiell genau so wie beim Kopf für den 998er Motor, wie es schon beschrieben worden ist.
Für den Kopf für den 1380 cm³ hatte ich mir folgende Konfiguration vorgestellt:
- 35 mm Einlassventile, 29 31 mm Auslassventile (weil die Sitze weiter aufgefräst werden mussten und so nicht mehr für 29 mm-Ventile passten; größere Einlassventile möchte ich nicht einbauen, weil ich finde, dass die Ventile eh schon nahe beieinander sind
- Verdichtung 12:1 bis 12,5:1, das soll für die Nockenwelle MD310 ideal sein
- selbstverständlich neue Bronze-(Messing-)Ventiführungen
Als erstes müssen natürlich auch hier, wie beim Motorblock, zusätzliche zwei Bohrungen für die beiden weiteren Stehbolzen hinein.
Dann werden die vorhandenen Ventilführungen mit einem selbst gedrehten Austreiber nach innen herausgeschlagen.

Aus Resten von Plexiglas habe ich mir eine Brennraumschablone angefertigt, die Maße mehr oder weniger aus Vizards Buch entnommen.
Mit Anreißfluid (im Englischen "Engineer's Blue" genannt) werden die Flächen um die Brennräume eingepinselt und trocknen gelassen. Dann wird die Schablone entsprechend plaziert und die Konturen der Brennräume mit einer Nadel angerissen.


Als Schleifer habe ich einen Bosch-Geradeschleifer genommen, der max. 7000 U/Min leistet. Die Aufnahme ist 6 mm, also mussten auch Schleifeinsätze mit 6 mm Schaftdurchmesser genommen werden. Mittlerweile benutze ich gerne Hartmetallfräser mit verschiedenen Formen. Die sind zwar nicht ganz billig aber tragen dafür um so mehr Material ab und erzeugen nicht so einen feinen Schleifstaub wie Schleifsteine.


Schleifsteine sind aber immer noch wichtig, weil es die in Formen gibt, die auch in entlegene Stellen der Kanäle kommen. Das schafft man mit Fräskörpern nicht unbedingt immer so wie man möchte.
Zu Beginn des Schleifens empfiehlt sich, zuerst mit den Einlasskanälen anzufangen. Der Grund liegt darin, dass die beiden Kanäle so weit wie möglich vergrößert werden sollen um möglichst viel Verbrennungsgemisch in die Zylinder zu lassen. Die Begrenzung liegt bei den Bohrungen der Stößelstangen, die beiderseits der Kanäle liegen. Es muss unter allen Umständen vermieden werden, beim Schleifen in diese Bohrungen zu kommen, denn dann ist meistens der Zylinderkopf schrottreif. Es lassen sich durchbrochene Wände zwar reparieren, das ist aber nur mit erheblichen Aufwand umzusetzen und ist nicht immer erfolgreich. Also besser nicht in die Bohrungen fräsen.
Im Gegensatz zu Des Hammill, der in einem Buch schreibt, dass die Kanäle zwar geöffnet werden, aber möglichst eng bleiben sollen um den Benzinverbrauch nicht in die Höhe zu treiben, bin ich der Meinung, dass nur durch möglichst weite Kanäle genug Gemisch in die Zylinder gelangen kann um maximale Leistung zu bringen. Die Begrenzung ist eben durch die Bohrungen für die Stößelstangen gegeben. Aber die Möglichkeit sollte ausgenutzt werden.


Der Unterschied ist so schon gut zu sehen. Um das Risiko des Durchbruchs so klein wie möglich zu halten, wurde von mir gemäß eines Ratschlags in Vizards Buch eine Vorrichtung hergestellt, mit der man messen kann, wie weit die Innenseiten der Kanäle von den Bohrungen der Stößelstangen entfernt sind.

Die gerade Stange hält man an die Seite der Bohrung, die zum Kanal hin zeigt. Wenn die mittlere Stange des "E" in den Kanal gehalten wird und eine Endstange gegen die gerade Stange gedrückt wird, so ist der halbe Abstand, den die andere Endstange zur geraden Stange hat, die tatsächliche Dicke des Materials zwischen Bohrung und Kanal. Mit diesem Werkzeug kann man sich an einen möglichst breiten Kanal herantasten. Aber Vorsicht ist bei dieser Arbeit immer geboten.
Wenn hier etwas schief gehen sollte, dann ist zwar der Kopf hin und die bis dahin geleistete Arbeit auch, aber wenn man die Brennräume vorher bearbeitet hätte, wäre der Ärger dann noch viel größer.
Die restliche Arbeit in den Kanälen muss nachfolgend von der Ventilseite erfolgen. Die Erhebung vor den Ventilführungen kann komplett weggeschliffen werden. Die Ventilführungen der Einlassseite werden vom einströmenden Frischgas gekühlt, das reicht. Alles zusätzliche Material um die Ventilführung kann entfernt werden.


Der oben gezeigte Einlasskanal, der die beiden Brennräume des ersten und zweiten Zylinders versorgt, ist soweit fertig. Die beiden Auslasskanäle werden nicht groß bearbeitet, außer, dass grobe Rauheiten im Kanals entfernt werden.
Die Kanäle und die Brennräume sind fertig gefräst und geschliffen. Folgend einige Bildimperessionen.
Die Ventilführungen sind bereit für den Einbau:

Früher sahen die Ventilführen mehr kupferfarben aus, wie eben Bronze aussieht. Wie Keith Calver in seinen technischen Ausführungen beschreibt, ist in den letzten Jahren die Tendenz zu Mangan-Silizium-Messing-Legierungen gegangen. Deshalb sehen die Führungen auch eher nach Messing aus, und sind wohl auch eher Messing als eine Bronze. Teilweise werden auch Beryllium und Aluminium als Legierungsbestandteile genutzt.
Ventile einschleifen
Als Schleifpaste benutze ich Tuben von Diamant mit den Körnungen 320 und 800. Zur Säuberung der Ventilführungen habe sich bei mir Wattestäbchen bewährt, die doppelt genommen schön stramm in der Fürhung sitzen.


Ich schleife jeweils ungefähr fünf Minuten mit der groben Paste, danach säubern und dann wieder ca. fünf Minuten mit der feinen Paste. Das Schleifen hinterlässt eine Schleifspur auf dem Sitz, und wenn man meint, dass das Ventil an allen Stellen trägt, ist es gut.


Der Ventileinschleifer von Hazet (rechts oben) liegt zwar irgendwie besser in der Hand aber der von Minispares funktioniert genauso gut (unten) und kostet nur ein Bruchteil vom Hazet.

Ventile 12G940
Einlassventile, Ø 35,6 mm | REC120 | Race Engine Components,bei Mini Sport |
Auslassventile, Ø 31 mm | C-AEG107 | Mini Spares Centre, long stem |
Doppelte Ventilfedern | C-AEA526 | Mini Spares Centre, 200lbs |
Ventilfederteller, Aluminium | VR9 | Kent Cams |
Abstandsringe | C-AEA654 | Mini Spares Centre |

Die Federrate wird in angelsächsischen Ländern gerne einfach nur in Pfund bei Einbaulage angegeben, wobei technisch korrekt die Federrate eine Kraft pro Federweg ist. Also muss man sich den Federweg pro Zoll dazudenken (freie Länge der Feder hier F1 = 0 lbs und F2 = 200 lbs im eingebauten Zustand) und daraus die im Rest der Welt übliche Federrate in N/mm umrechnen.
Wie man auf dem Bild oben sehen kann, benötigen die Ventile keine weitere Bearbeitung wie Polieren etc. Sie sind mit solch einem Finish versehen, dass sie einbaufertig sind.

Bild oben zeigt das Auslitern der Brennräume:
- Ventile mit Ventilfedern montieren
- Zündkerzen einschrauben
- Zylinderkopf mit Wasserwaage absolut plan ausrichten
- Plane Fläche einfetten
- Plexiglasplatte mit Löchern über den Brennräumen auflegen und mit Alustreben und Schraubzwingen festziehen
- mit einer Bürette Wasser mit ein wenig Spüli einlaufen lassen bis Brennraum voll ist
- eingeflossenes Brennraumvolumen notieren
Wenn alle Brennräume nahezu das gleiche Volumen haben (ggf. nacharbeiten):
- Plexiglasplatte abnehmen
- alle Brennräume trocken legen
- das für das benötigte Verdichtungsverhältnis notwendige Wasservolumen in einen Brennraum fließen lassen
- mit einer Tiefenschieblehre den Wasserstand vom Rand messen und notieren
Hier sind es 1,4 mm um ein Verdichtungsverhältnis von ca. 12:1 zu erhalten (Brennraumvolumen 20 cm³). Um dieses Maß muss der Kopf heruntergeplant werden.
Der Kopf nach dem Planen:

Und eine Zylinderkopfdichtung von Cometic, speziell für die 73,5 mm Bohrung. MLS, Multi Layer Steel, bei Burton Performance bestellt.


Und natürlich Stehbolzen von ARP, für "shaved head" von der Firma Titan-Motorsports aus den USA.
Und den Thermostat-Ersatz nicht vergessen, der dafür sorgt, dass die Strömung des Kühlwassers gleichmäßig im Kopf fließt.


Der Unterschied in den Längen der Stößelstangen von Small-Bore-Motoren (oben) und der Big-Bore (unten), weil der Block etwas höher ist:


Zylinderkopf montiert mit einer Rollen-Hochhubkipphebelwelle. Das Ventilspiel für die MD310 gemäß des Kent-Cam-Katalogs 0,4 mm.

Die Ventildeckeldichtung muss an den mit den Pfeilen gekennzeichneten Stellen ausgeschnitten werden, weil dort die zwei zusätzlichen Stehbolzen im Block angebracht sind und den Platz benötigen. Die Dichtung wird an den Deckel mit Hylomar "festgeklebt".

Öldruck aufbauen, Kühler montieren, dann kann versucht werden den Motor laufen zu lassen und die Zündung einzustellen.
Zum Aufbauen des Öldrucks hat sich bei mir diese Methode bewährt:
Der linke Schlauch vom Ölkühler wird am Motorblock entfernt. Mit einer Ölkanne wird nach und nach Motoröl in die Öffnung gepumpt. Der Ölkanal geht direkt zur Ölpumpe. Am besten ohne den Wasserkühler wird der Motor an der Riemenscheibe nach vorne gedreht, also entgegen des normalen Laufs rückwärts. Denn dann wird das Öl aus dem Kanal zum Ölkühler zurück in die Ölpumpe gesaugt. Das kann einige Male wiederholt werden bis man meint, dass die Ölpumpe voll ist und evtl. sogar etwas Öl in das Saugrohr aus dem Getriebe gelangt ist. Danach wieder den Ölkühler anschließen und ohne die Zündkerzen den Motor mit dem Anlasser drehen lassen. Bei mir geht regelmäßig nach einiger Zeit des Drehens die Anzeige des Öldruckmessers nach oben. Dadurch kann man einigermaßen sicher sein, dass nach dem Anfeuern des Motors genug Schmierung vorhanden ist.
Zylinderkopf gerettet
Wie ich weiter oben schrieb, sind Zylinderköpfe, bei denen ein Einlasskanal bis in die Stößelstangenbohrung gefräst worden ist, meisten hin. Hier jetzt mal die Beschreibung eines Versuchs, einen Zylinderkopf zu retten. Beim Fräsen ist dummerweise ein Durchbruch entstanden (Bild unten links). Die Lösung sah so aus, dass die Stößelbohrung auf einen Durchmesser von 13 mm aufgebohrt wurde, dadurch wurde das Loch natürlich noch größer. Ein Stahlrohr mit 13,5x2 wurde besorgt, d.h. Außendurchmesser 13,5 mm mit 2 mm Wandstärke. Obwohl die Bohrung und das Rohr unbedingt mit Presspassung eingebaut werden müssen, ist der Außendurchmeser von 13,5 mm doch zu groß, was bedeutet, dass auf der Drehbank der Durchmesser verkleinert werden muss auf ca. 13,2 bis 13,1 mm (Bild unten rechts).


Hier hat sich herausgestellt, dass es Sinn macht, das abgedrehte Rohr für ein paar Stunden in den Gefrierschrank bei -18°C zu legen, dadurch zieht sich das Material ein wenig zusammen und das Rohr läss sich leichter in die Bohrung eintreiben. Den im Einlasskanal entstandenen Grat abschleifen. Das Ergenis im Bild unten links. Das überstehende Ende des Rohres einfach abschneiden, der Rest wird beim Planen einfach automatisch mit entfernt. Nun ist die Bohrung aber zu eng um eine Stößelstange durchzuführen, also muss die Bohrung des Rohres mit einem Bohrer von 11 mm aufgebohrt werden. Nun kann sich die Stößelstange wieder frei bewegen.


Insgesamt funktioniert diese Maßnahme zwar, aber der Aufwand ist doch ziemlich beträchtlich. Deshalb sollte man beim Fräsen unbedingt aufpassen, dass ein Durchbruch in die Bohrung nicht passiert.
Vergaser
Ein Thema ist die Düsenbestückeung des 45DCOE. Beim 1000er Rennmotor war das Ergebnis mit der Empfehluns aus den David-Vizard-Büchern absolut passgenau wie die Anzeige der Lambda-Sonde zeigte.
Die Empfehlung für einen Full-Race-1275er Motor:
D.V. "How to.." | |
Choke | 40 |
Main Jet | 200 |
Air Correction | 175 |
Emulsion Tube | F2/F9 |
Pump Jet | 50-60 |
Idle | 50F11 |
Auxiliary Venturi | 3,5 |
passte dagegen nicht. Der Motor startete schlecht und lief mit Aussetzern. Zurück auf die Düsenbestückung des 1000er zeigte eine wesentlich bessere Laufkultur. Weitere Recherche in der Literatur, besonders in den Des-Hammill-Büchern, ergab eine Empfehlung, die es Wert war ausprobiert zu werden:
Des Hammill | |
Choke | 38 |
Main Jet | 175 |
Air Correction | 180 |
Emulsion Tube | F2 |
Pump Jet | 50 |
Idle | 60F2 |
Auxiliary Venturi | 4,5 |
Das Ergebnis war, dass der Motor im Stand rund läuft ohne Aussetzer. Beim Fahren keine Löcher und die Lambda-Sonde zeigt immer ein leicht fettes Gemisch an, so wie es sein soll.
Die Ereignisse mit dem Vergaserproblem auf der Müllenbachschleife waren Anlass genug, sich nochmals mit dem Vergaser auseinander zu setzten. Wie die Fotos unten zeigen gibt es nicht den Einen DCOE, denn diese sind nochmals unterteilt in die anghängte Zahlen, hier die "9" und die "13". Der 45DCOE9 ist der, der im Auto eingebaut ist, und vielleicht einmal in einem Aston Martin verbaut war, denn dort wurden die 9-ner serienmäßig montiert. Diese DCOE-Vergaser haben unterschiedliche Bohrungen für den "Übergangsbereich" und haben unterschiedliche Hübe für die Beschleuniger-Pumpe. Der Übergangsbereich heißt so, weil bei bei kleiner Öffnung der Drosselklappen diese Bohrungen (in den Fotos sichtbar) freigegeben werden und dort Benzin als Anreicherung einströmen kann. Bei weiterer Öffung der Drosselklappe wird die Beschleunigerpumpe aktiviert. Das ist etwas komplizierter, weil bei geschlossener Drosselklappe der Zylinder der Beschleunigerpumpe mit Benzin vollgesaugt wird, weil ein Hebel den Kolben der Pumpe gegen die Kraft einer Feder nach oben drückt. Bei Öffung der Drosselklappe wird dieser Hebel losgelassen und die Feder drückt den Kolben nach unten und spritzt einen Teil des Benzins über die Beschleunigerdüse in den Ansaugkanal. Die Übergangslöcher spielen dann keine Rolle mehr. Überhaupt haben diese Bohrungen bei nur ein wenig geöffneten Drosselklappen eine Bedeutung, was praktisch nur im normalen Straßenverkehr vorkommen kann. Im Rennbetrieb gibt es diesen Übergang so nicht. Hier braucht man nur die Gemischanreicherung über die Beschleunigerpumpe aus den Kurven heraus und den Volllastbetrieb bei ganz geöffnenten Drosselklappen.
Diese Funktionsweise der Beschleunigerpumpe ist auch der Grund warum man bei diesen Vergasern keine Startanreicherung (Choke) benötigt, denn einige Male Betätigung des Gaspedals und damit der Beschleunigerpumpe spritzt genug Kraftstoff in die Ansaugkanäle, damit ein fettes Gemisch für den Start vorhanden ist. Die DCOE haben zwar eine Vorrichtung für die Startarnreicherung, die aber eigentlich gar nicht benötigt wird.


45DCOE9 45DCOE13
Was ist nun der Unterschied zwischen der "9" und der "13"? Die Fotos zeigen, dass die Übergangsbohrungen absolut an der gleichen Stelle sind. Und eine Messung des Kolbenhubs der Beschleunigerpumpe ergab identische Werte (18 mm). Also aus meiner Sicht spielt es keine Rolle, welchen dieser beiden Vergaser man nimmt.
Ich weiß, dass einige Opel-Motoren für den Straßenbetrieb vier Übergangsbohrungen benötigen, ansonsten spucken sie im Übergangsbereich.
Warum werden hauptsächlich 45DCOE13 für A-Serie-Motoren genutzt? Das kann nur vermutet werden, denn es gab mal ein Datenblatt von Weber, in dem für einen Cooper S von 1967 die Düsenbestückung angegeben worden ist, und da war der Vergaser mit dem Zusatz 13 genannt (Datenblatt siehe Download-Seite).
Diese genannte Düsenbestückung ist aber mittlerweile vom heutigen Bedarf der Rennmotoren weit entfernt.
Sicherheit
Zu diesem Thema ist ja schon was im Karosserie-Teil geschrieben worden, aber der NAVC hatte plötzlich neue Sicherheitsbestimmungen eingeführt, was bedeutete, dass mit dem neu vorgeschriebenen Kopf- und Nacken-Rückhaltesystem, allgemein unter HANS (Head And Neck Support) bekannt, auch neue Sicherheitsgurte und neue Rennsitze und nicht zu vergessen einen neuen Helm mit den HANS-Anschlussknöpfen notwendig wurden.
Aktuelle Rennsitze sind größer und schwerer als die, die bisher erlaubt waren. Diese waren in der Regel aus einer Glasfiberschale mit einem Stoff/Schaumgummi-Überzug. Diese Sitze waren leicht, hier im Mini um die 4 kg, aber eben von der Sicherheit nicht mit den neuen Sitzen vergleichbar, die aus einem Stahlrohrrahmen mit zwischengeschweißten Platten für das Unterteil und den Rücken bestehen. Nicht schwer vorstellbar ist, dass diese Sitze ein Mehrgewicht mitbringen, hier mit über 11,4 kg fast das Dreifache vom alten Sitz. Meine Wahl fiel auf einen Beltenick-Sitz von der Firma Rennsportshop Schlüter, der aber auch in der Breite etwas gegenüber dem Glasfaser-Sparco-Sitz zugelegt hat und deshalb eine äußerst knappe Angelegenheit beim Einbau ist. Der Sitz hat eine FIA-Zulassung, was aber beim NAVC keine Rolle spielt, aber andere mit HANS kompatible Sitze gibt es nun mal nicht. Der Vorteil dieses Sitzes ist, dass er sowohl über die neuen seitlichen Verschraubungsmöglichkeit verfügt als auch über die alten, die unter dem Sitz mit einem Abstand von 345 mm verfügt, was sich im Nachhinein als Vorteil erweisen sollte.
Ursprünglich hatte ich vor, den Sitz mit den seitlichen Montageplatten am Fahrzeugboden zu befestigen, aber das entpuppte sich als absolut unmöglich, weil kein Platz vorhanden war.


Also musste die Konsole des alten Sitzes, die von mir vor einiger Zeit extra für diesen konstruiert worden ist, ausprobiert werden. Diese wird, wie seinerzeit üblich, unten an den Sitz geschraubt. Sie ist nicht verstellbar, stabil und relativ leicht

Hier ist jetzt von Vorteil, dass der Beltenick-Sitz eben auch die Möglichkeit hat, Sitzkonsolen von unten zu verschrauben. Obwohl ich die Konsole seinerzeit direkt "am Schraubstock" entworfen und gebaut habe, habe ich sie in CAD nachgebildet. Download bei GrabCAD.

Aus dem folgenden Foto ist ersichtlich, dass auch mit dieser Konsole der Einbau ein "very tight fit" ist, aber im Gegensatz zu den seitlichen Blechen geht es wenigstens.



Im Rahmen dieser Sicherheitsmaßnahme sollte zu diesem Sitz auch ein Gurt neuerer Generation in das Paket gepackt werden, d.h. mit drei Zoll breite anstelle der alten zwei Zoll. Ich bin zwar der Meinung, dass zum HANS-System ein zwei Zoll breiter Gurt besser passt und funktioniert, aber das ist eben meine persönliche Meinung. Zufällig hatte Phil aus dem Mini-Forum einen Willans-Gurt übrig, den er mir für einen kleinen Betrag überlassen hat. Laut der HANS-Anleitung sollen die Schultergurte möglichst waagerecht, allerhöchstens einen kleinen Winkel einhalten. Hierzu musste ich die Verankerung der Schultergurte von der Rücksitzwanne auf die Hutablage verlagern. Die Beckengurte können in den Original-Sicherheitsgurtverankerungen verbleiben.


Motor rebuilt
Analyse Motorschaden 1380 cm³
Der Motorschaden aus der letzten Runde des ersten Laufs auf der Sprintstrecke des Nürburgrings zeigte sich nach der Demontage des Motors als kapital.
Was war geschehen? Man kann hier nur eine Annahme treffen, welche Kettenreaktion stattgefunden hat. Die Deutung der Analyse ist: Ursprung ist der Kauf einen gebrauchten Satzes Alu-Ventilfederteller, die zunächst nicht so aussahen, als dass man sie nicht verwenden sollte. In der Folge nach dem Zusammenbau und Installation des Motors kam es zu mehreren Motorschäden mit verbogenen Ventilen und Stößelstangen. Zunächst deutete nichts auf die fehlerhaften Federteller, aber Kommissar Zufall zeigte, dass die Federteller etwas zu weit oberhalb der Ventilkeile standen, und so von den Kipphebeln offengehalten wurden, obwohl sie geschlossen hätten sein sollen.

In dieser Konstellation stießen die Kolben an die Ventile, die gekrümmt wurden aber die Energie groß genug war, um auch die Stößel zu beschädigen. Das Auswechseln dieser Komponenten ließ zunächst den Eindruck erwecken, alles wäre nun soweit in Ordnung. War es auch bis zur letzten Runde dieses Rennens. Denn längerfristig hat der Crash der Kolben mit den Ventilen auch einen Einfluss auf den unteren Teil, sprich Kurbelwelle und Lager. Man kann davon ausgehen, dass es direkten Kontakt der Pleuellager mit den Kurbelwellenzapfen gegeben hat. Normalerweise herrscht zwischen den Oberflächen der Lager und der Kurbelwellenzapfen eine hydrodynamische Reibung, d.h. ein Schmierfilm trägt die Last zwischen den Metallflächen. Durch den Kontakt Kolben-Ventil wird dieser Film zusammengedrückt bis es nicht mehr vorhanden ist und so zu einer trockene Reibung zwischen den Metallflächen kommt, die das Material der Lagerschalen abträgt und auch zur Riefenbildung an den Kurbelwellenzapfen führt. Das abgetragene Lagermaterial befand sich dann im Ölkreislauf um weiter Unheil anzurichten. Es war nur eine Frage der Zeit, wann der Motor nicht mehr richtig drehte bzw. keinen Öldruck mehr hatte. Das Schadensbild bestätigt insgesamt diese Annahme. Die Metallspäne fanden sich überall, und weil der Mini-Motor das Öl mit dem Getriebe teilt, eben auch dort. Alles musste peinlichst gereinigt und durchgespült werden.



Die Kurbelwelle mit Schleifmarken sowohl an den Haupt- als auch Pleuellagerzapfen wurde zunächst aussortiert. Eine im Bestand vorhandene A+ - Kurbelwelle mit Standardmaßen wurde zum Härten und Schleifen aufs erste Untermaß (-0,25 mm) zur Motoreninstandsetzung gebracht.
Die Kolben hatten leichte Berührungsmarken von den Ventilen, sahen sonst noch gut aus, wurden aber trotzdem ersetzt. Die Nüral-Hepolite-Kolben für die Bohrung 73,5 mm haben um etwa 1 mm geringere Kompressionshöhe als die Serienkolben. D.h. um eine weitere Verdichtungserhöhrung zu erreichen kann der Block um 1 mm geplant werden, was auch durchgeführt wurde. Die Maxpeeding-Rods (Pleuel) hatten zwar geringe Anzeichen von Temperatureinwirkung, aber das Nachmessen brachte keine Ovalität zum Anschein, konnten also weiter benutzt werden.
.....